Krausen
Mechanical
- Jan 1, 2013
- 289
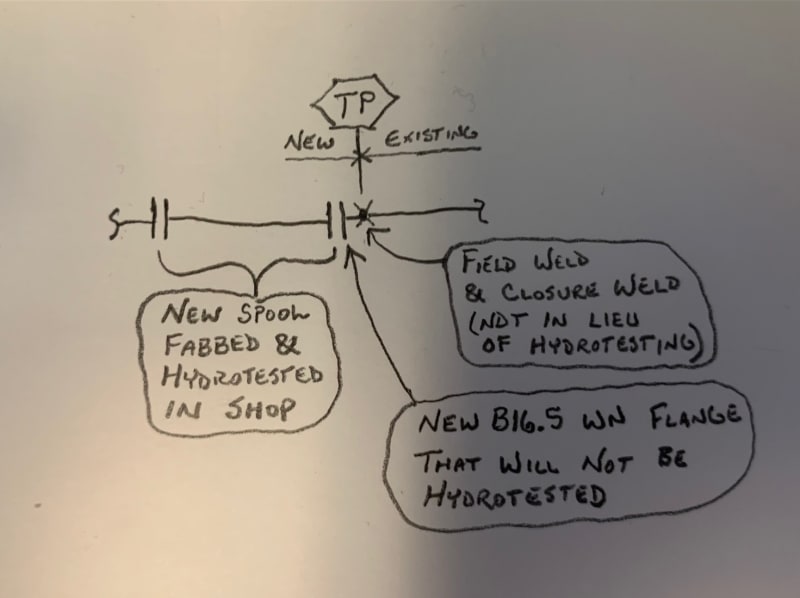
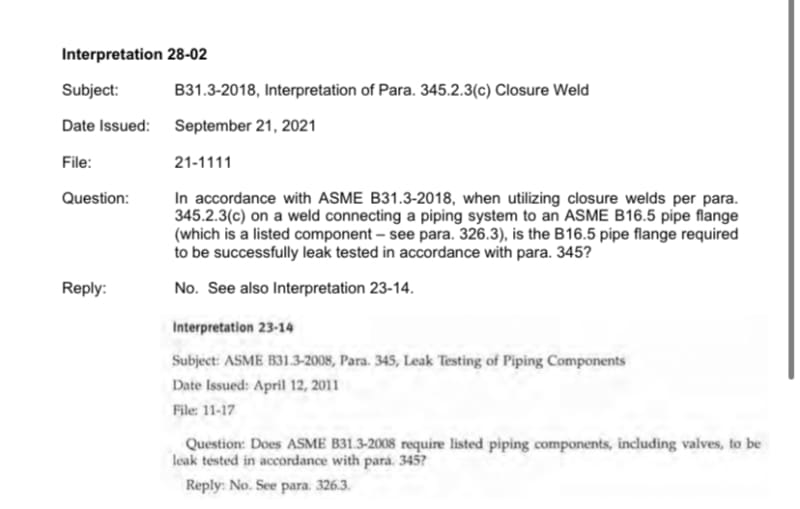
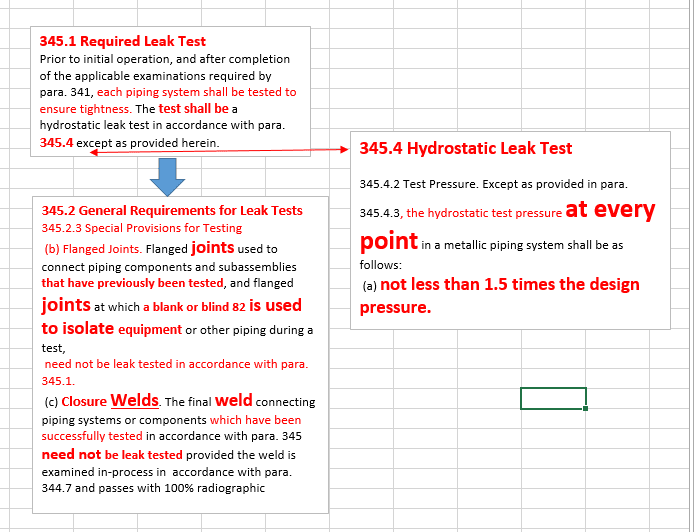
A number of my coworkers are in disagreement with my understanding of B31.3 hydrotest requirements for needing to hydrotest every component in a new piping system (with exception of the closure weld). A situation has come up where a new B16.5 WN flange is being used at a tie point where the buttweld of the flange's weld neck will serve as the closure weld to be exempted from hydrotest using 100% RT inspection of the weld. The current plan is to not hydrotest this new B16.5 WN flange before welding it in, leaving the flange face component untested before going into service (since B16.5 flanges are not pressure tested by the manufacturers). My understanding is this WN flange needs to be hydrotested first before welding in the weld neck as the closure weld in order to pressure test the flange face. Curious if the forum's interpretation is in line with mine on this?