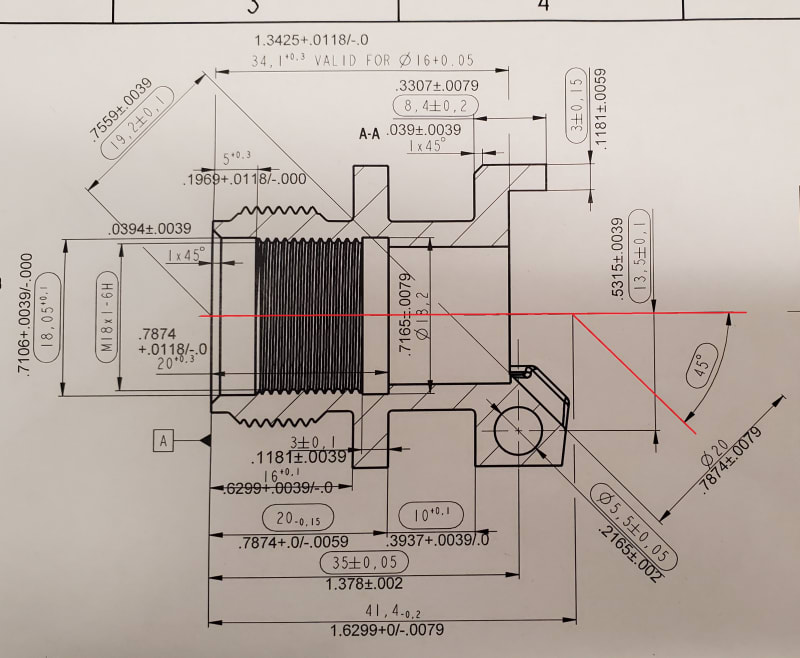
Precision: DIN ISO 2768-mH.
general tolerances are based on customary workshop accuracy, not part function.
The tolerance is the total width of the tolerance zone. Thus a tolerance of 1 mm is usually ±0.5mm
m = Middle tolerance. not Fine or Coarse- linear dimensions, angular dimensions
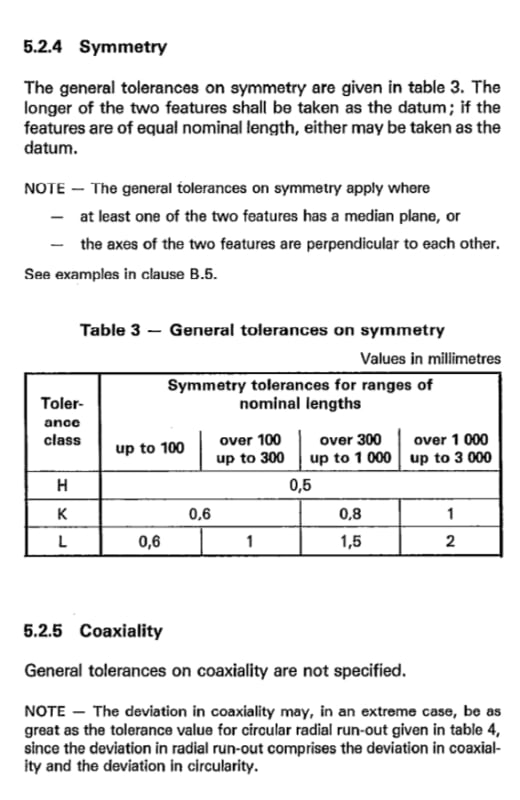
H = finer grade - straightness and flatness, circularity, cylindricity, parallelism ( numerical value of size or flatness/straightness, whichever is greater) , perpendicularity (H for 100 mm long features 1.2mm ± 0.6, symmetry , coaxially