Hi Guys,
I have just tried to qualify a Super Duplex test using 3/4" Sch 160 pipe and it is failing on the corrosion test!
The test was welded in the 2G position with the following parameters:
Wire ESAB ER2594
Root 75A, 11V, 1.8 in.min TS ((27,500 J.in)
2nd Pass 95A, 11.6V, 2.9 in/min (22,541 J/in)
Fill & Cap 95A, 11.8V, 3.4 in/min (20,018 J/in
Shielding Gas 100% Ar
Backing Gas Ar + 2.5% N2 (Maintained at < 50ppm O2)
Testing carried out was as follow:
Tensile Test 122,000 psi & 127,000 psi
Bends Acceptable
Micro Exam - No continuous precipitates in the grain boundries.
Ferrite Count - Weld Cap 39.9%, Weld Root 32.7%
The microstructure was examined for intermetallic phases, nitrides and carbides. None were observed.
The microstructure was observed for sigma phase. No evidence of sigma phase observed.
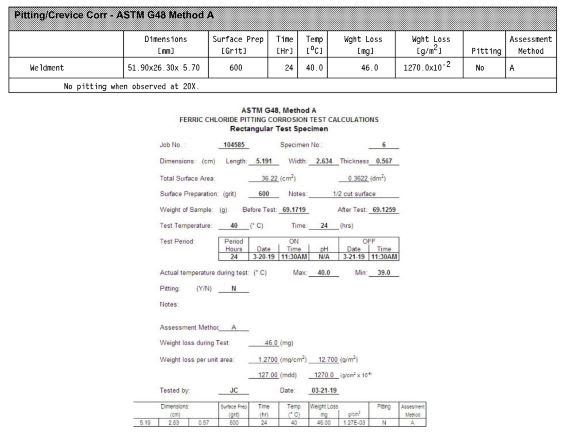
Corrosion Test G48 (40°C for 24hrs) - No Pitting
Weight Loss 12.7g/m2
As you can see the test for pitting was good but the weight loss was over the required 4g/m2
I'm really not sure where to go from here!
Any advice on changes that I could make to improve the weight loss would be greatly appreciated.
Thanks
I have just tried to qualify a Super Duplex test using 3/4" Sch 160 pipe and it is failing on the corrosion test!
The test was welded in the 2G position with the following parameters:
Wire ESAB ER2594
Root 75A, 11V, 1.8 in.min TS ((27,500 J.in)
2nd Pass 95A, 11.6V, 2.9 in/min (22,541 J/in)
Fill & Cap 95A, 11.8V, 3.4 in/min (20,018 J/in
Shielding Gas 100% Ar
Backing Gas Ar + 2.5% N2 (Maintained at < 50ppm O2)
Testing carried out was as follow:
Tensile Test 122,000 psi & 127,000 psi
Bends Acceptable
Micro Exam - No continuous precipitates in the grain boundries.
Ferrite Count - Weld Cap 39.9%, Weld Root 32.7%
The microstructure was examined for intermetallic phases, nitrides and carbides. None were observed.
The microstructure was observed for sigma phase. No evidence of sigma phase observed.
Corrosion Test G48 (40°C for 24hrs) - No Pitting
Weight Loss 12.7g/m2
As you can see the test for pitting was good but the weight loss was over the required 4g/m2
I'm really not sure where to go from here!
Any advice on changes that I could make to improve the weight loss would be greatly appreciated.
Thanks