Dear all,
We are designing an Heat Exchanger type AES (split ring) with the following specifications:
Design Temperature SS/TS: 370/354 °C
Design Pressure barg SS/TS: 65.2/82.5 barg
Mimimum Design Metal Temperature Requested by Client: -12 °C
Design Code: ASME VIII Div.1 Edition. 2023
Each part will be made by Gr.11 with:
Plates: ASME SA-387 Gr.11 Cl.2
Forgings: ASME SA-336 F11 Cl.2
Nozzles: ASME SA-335 P11
Standard Flanges: ASME SA-187 F11
Bolts & Nuts in ASME SA-193 Gr.B16 / SA-194 Gr.7
Considering UG-20(f), impact test is required because "Material is limited to P-No.1 Gr.No.1 or 2" and we are under P-No.4 Gr.No.1
We have the following thickness and governing thickness for the hear exchanger:
Part ---- Thickness [mm] ---- Governing Thickness [mm]
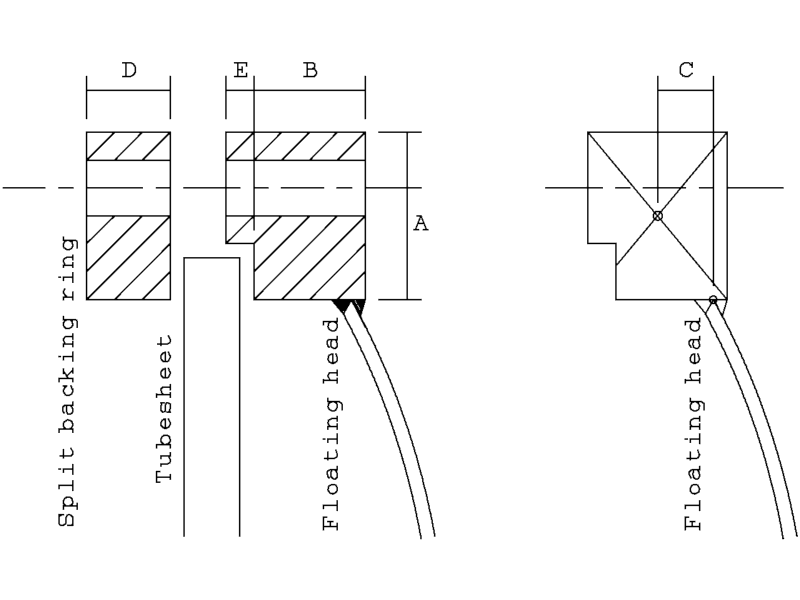
Tubesheet: ---- 105 ---- 26.25 (UCS-66(a)(3))
Floating Cover/Flange/Pass Partition: ---- 125/36/20 ---- 36 (Fig.UCS-66.3)
I've defined ASME SA-387 Gr.11 as Curve B, in accordance to Fig.UCS-66 if produced to fine grain practice, normalized and tempered. Forgings, piping anz girth flanges in curve C, in accordance to "(b) all materials listed in Notes 2(a) and 2(c) for Curve B if produced to fine grain practice and normalized, normalized and tempered, or
liquid quenched and tempered as permitted in the material specification, and not listed for Curve D below" fig-UCS-66.
My questions is, Curve C specifies ASME SA387 Gr.21/22 but not other grades, in fact this material with these grades should be used for hight temperature and in general for hot application.
The same should be for ASME SA-387 Gr.11, in fact, considering the thickness indicated I obtain as MDMT +9°C, that is pretty hight. Why is it not accepted and listened in Curve C with this grade?
Furthermore, my governing thickness is given by the floating cover with 36 mm, our client asked MDMT at -12°C, so should I test the material at this temperature or below this temperature?
I cannot use any help to decrease my MDMT calculated (using for example Table UG-84.2 or considering PWHT or more refering to fig. UCS-66.1 and its calculation)
Thank you in advance
We are designing an Heat Exchanger type AES (split ring) with the following specifications:
Design Temperature SS/TS: 370/354 °C
Design Pressure barg SS/TS: 65.2/82.5 barg
Mimimum Design Metal Temperature Requested by Client: -12 °C
Design Code: ASME VIII Div.1 Edition. 2023
Each part will be made by Gr.11 with:
Plates: ASME SA-387 Gr.11 Cl.2
Forgings: ASME SA-336 F11 Cl.2
Nozzles: ASME SA-335 P11
Standard Flanges: ASME SA-187 F11
Bolts & Nuts in ASME SA-193 Gr.B16 / SA-194 Gr.7
Considering UG-20(f), impact test is required because "Material is limited to P-No.1 Gr.No.1 or 2" and we are under P-No.4 Gr.No.1
We have the following thickness and governing thickness for the hear exchanger:
Part ---- Thickness [mm] ---- Governing Thickness [mm]
Tubesheet: ---- 105 ---- 26.25 (UCS-66(a)(3))
Floating Cover/Flange/Pass Partition: ---- 125/36/20 ---- 36 (Fig.UCS-66.3)
I've defined ASME SA-387 Gr.11 as Curve B, in accordance to Fig.UCS-66 if produced to fine grain practice, normalized and tempered. Forgings, piping anz girth flanges in curve C, in accordance to "(b) all materials listed in Notes 2(a) and 2(c) for Curve B if produced to fine grain practice and normalized, normalized and tempered, or
liquid quenched and tempered as permitted in the material specification, and not listed for Curve D below" fig-UCS-66.
My questions is, Curve C specifies ASME SA387 Gr.21/22 but not other grades, in fact this material with these grades should be used for hight temperature and in general for hot application.
The same should be for ASME SA-387 Gr.11, in fact, considering the thickness indicated I obtain as MDMT +9°C, that is pretty hight. Why is it not accepted and listened in Curve C with this grade?
Furthermore, my governing thickness is given by the floating cover with 36 mm, our client asked MDMT at -12°C, so should I test the material at this temperature or below this temperature?
I cannot use any help to decrease my MDMT calculated (using for example Table UG-84.2 or considering PWHT or more refering to fig. UCS-66.1 and its calculation)
Thank you in advance