tmgczb
Structural
- May 12, 2021
- 174
It is mentioned in our project specification that all full penetration weld used in shop splice connection shall be inspected by 100% UT or RT.But I didn't find any support provisions in AWS D1.1.
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
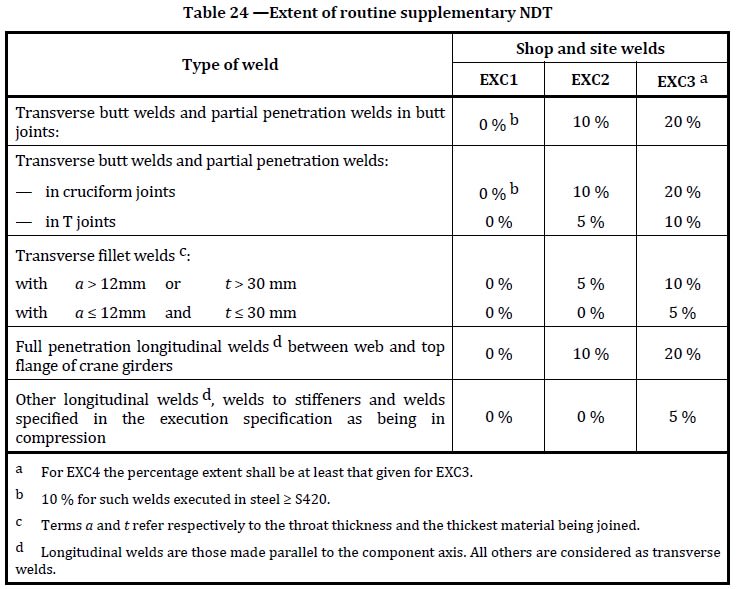
AWS D1.1 - 2020 said:Section 8.15 Extent of Testing
Information furnished to the bidders shall clearly identify the extent of NDT (types, categories, or location) of welds to
be tested.
8.15.1 Full Testing. Weld joints requiring testing by contract specification shall be tested for their full length, unless
partial or spot testing is specified.
gtaw said:Thank you. But are there any recommended requirements in codes and manuals?
dauwerda said:Your reply is extremely helpful. I want to further inquire, if UT OR RT is applicable to T-joint.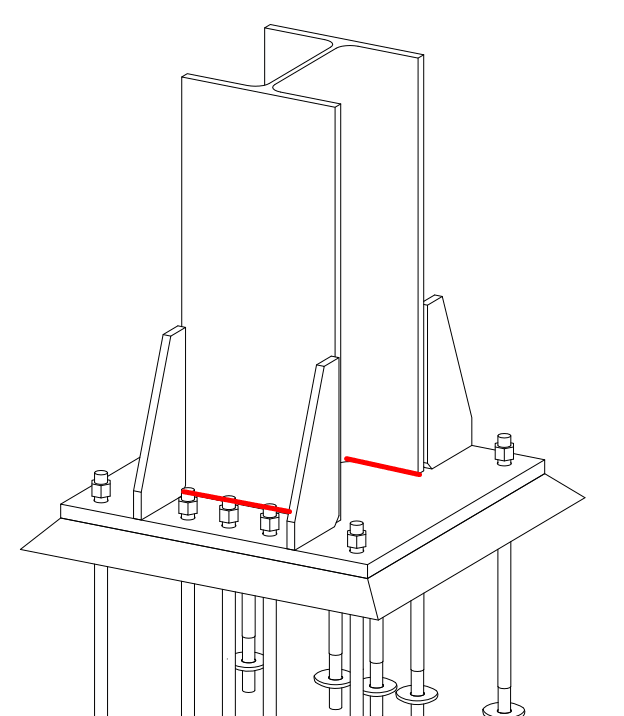
dauwerda said:Where is section 2 located?
That is part of Chapter J6 in AISC 341, available here:tmgczb said:Where is section 2 located?
dauwerda said:Is UT applicable to T joint weld as the above picture?It is said that PT is widely used in T joint weld between column flange and base plate.
weldstan said:Corner joint and T joint shall be 2 types of groove welds.
weldstan said:But it is clearly specified in AISC 360-2016 N5.5b that UT is applicable to T joint weld. Here weld between column flange and base plate is T joint groove weld.