Dennis van Zanten
Industrial
Hi all,
Got an issue on which I can't seem to find a conclusive answer.
I work in the Oil/Gas industry and specifically in filtration.
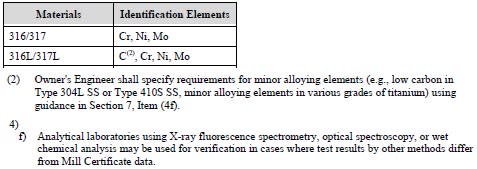
Now the question, is it required to perform OES PMI (Optical Emission Spectrometry, to determine Carbon content) on dual certified Stainless Steel (316/316L) or will 'standard' XRF PMI suffice? The Material Test Report surely indicates dual certified 316/316L (looking at mechanical properties, tensile tests it is conform 316 and the carbon content is indeed lower than 0.03% like required for 316L).
I am not really familiar with metallurgy.
If anyone has an answer I would be thankful.
Best Regards,
Dennis van Zanten
Got an issue on which I can't seem to find a conclusive answer.
I work in the Oil/Gas industry and specifically in filtration.
Now the question, is it required to perform OES PMI (Optical Emission Spectrometry, to determine Carbon content) on dual certified Stainless Steel (316/316L) or will 'standard' XRF PMI suffice? The Material Test Report surely indicates dual certified 316/316L (looking at mechanical properties, tensile tests it is conform 316 and the carbon content is indeed lower than 0.03% like required for 316L).
I am not really familiar with metallurgy.
If anyone has an answer I would be thankful.
Best Regards,
Dennis van Zanten