SeasonLee
Mechanical
- Sep 15, 2008
- 918
Please ref to the attached fig and video, is this the right way to measure the profile as shown on the video?
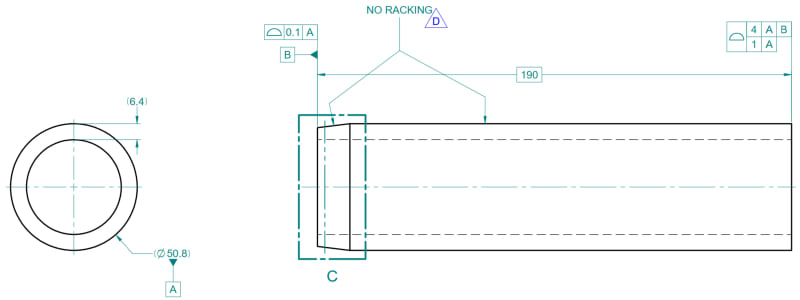
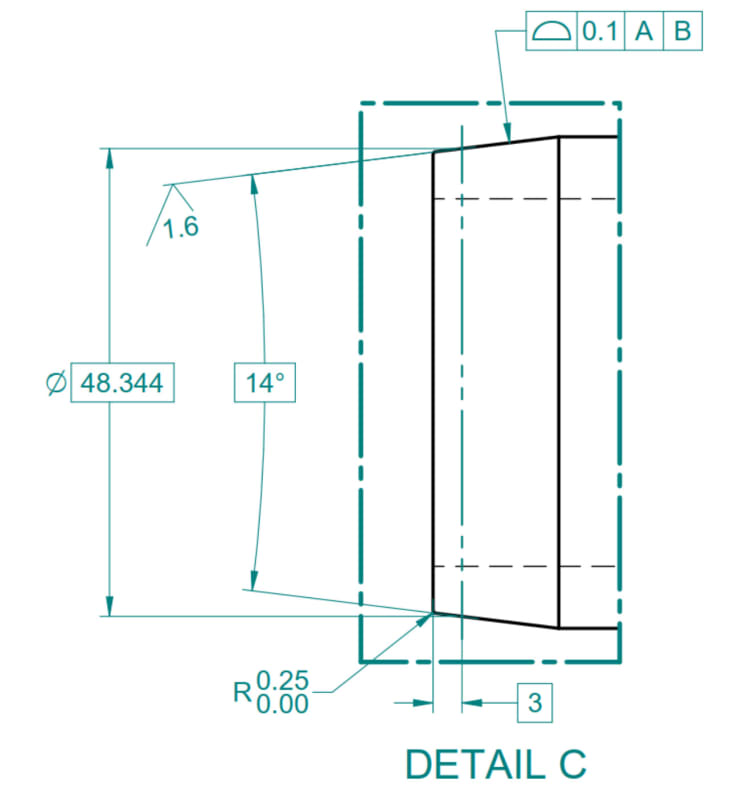
Please advise the correct way to measure the profile if the video is wrong
Thanks for your help in advance.
Season
Please advise the correct way to measure the profile if the video is wrong
Thanks for your help in advance.
Season