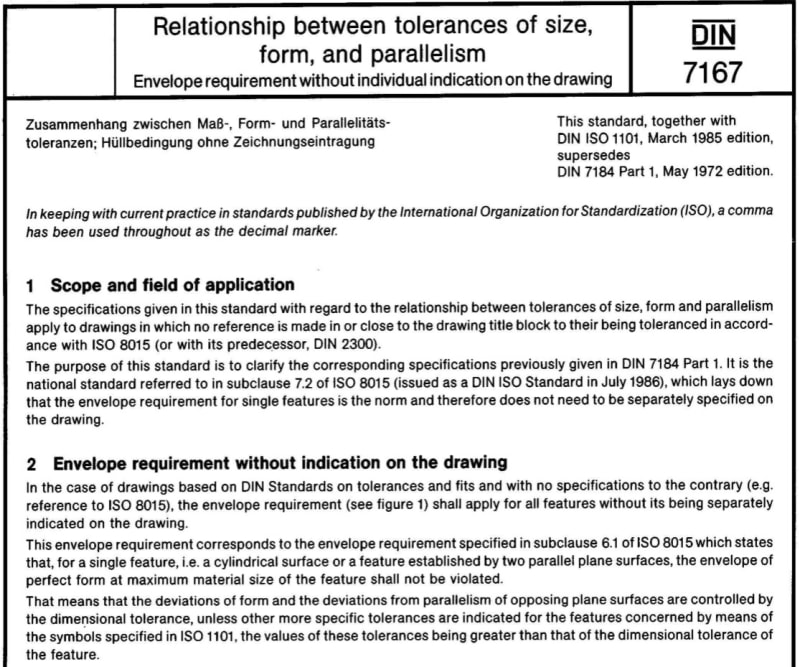
If an outside cylindrical surface (defined on a drawing calling out ISO 2768-mK and DIN 7167) has a diameter of Ø12mm (+0.2 / -0.1) what would the correct “GO” gage size dimension (inside diameter of the gage) to verify this OD requirement?
I would appreciate someone with ISO knowledge to help me getting the right gage size.
I looked up online for DIN 7167 and found some recommendation such as: ”The issuing body recommends using DIN EN ISO 14405-1:2011-04 .”
I did not see DIN 7167 having the envelope requirement by default so, I am little bit confused about the appropriate gage dimension.
Any help will be greatly appreciated.
Thank you