-
1
- #1
machengr
Materials
- Jun 1, 2019
- 4
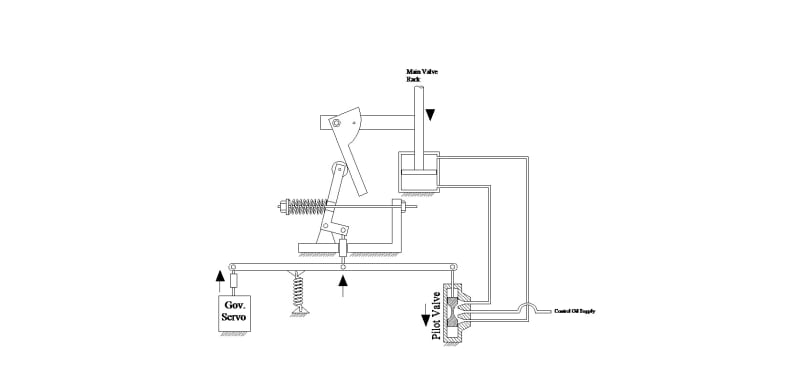
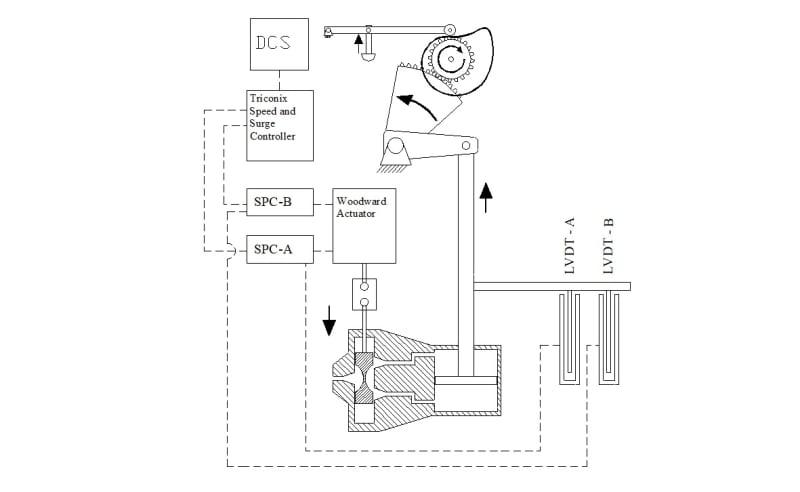
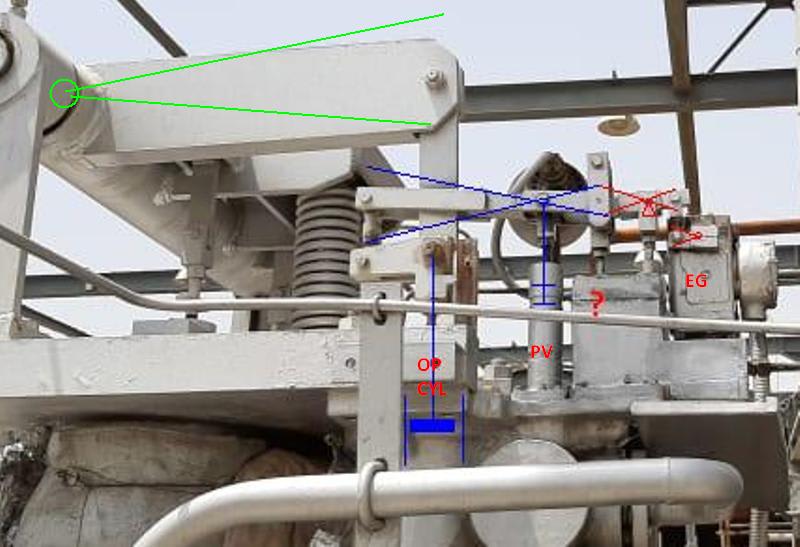
We are facing problem of severe jiggling on steam inlet control valves’ servomotor assembly of a process critical steam turbine of make M/s Delaval (Now Siemens). These valves are operated by a woodward EG10-P actuator as per governor inputs.
All the pilot valves and pistons of the servocylinder amplifying assembly are moving up and down very frequently to maintain the appropriate steam inlet flow to maintain the speed of turbine (video attached). Speed variation of ~ 8 RPM is persisting at whatever speed of turbine we have tried between 9300 to 9500 RPM.
Following actions have been taken so far to analyse the problem:
1. Speed of the turbine was decreased / increased but the amplitude and frequency of control valves' jiggling remains the same.
2. Temperature of lube oil / control oil header was increased from 45.5 to 49 0C – No change in jiggling. This oil drives the actuator EG-10P and also serves as hydraulic amplification oil in the servocylinder assembly.
3. Control oil pressure increased from 10.4 to 10.8 kg/cm2 – No change in jiggling
4. Air was bleeded from control oil filter and later, filter was changed over to standby one – No change in jiggling
Please share your opinion about the following questions:
1. What can be the possible cause of such highly frequent jiggling in EG-10 P actuator and servocylinder assembly?
2. Can we check the health of EG-10 P actuator while in operation by evaluating communication between governor and actuator in terms of current / voltage?
3. Can such problem occur due to air trap inside EG-10 P actuator?
4. What directional steps can you suggest to reduce this phenomena?
All the pilot valves and pistons of the servocylinder amplifying assembly are moving up and down very frequently to maintain the appropriate steam inlet flow to maintain the speed of turbine (video attached). Speed variation of ~ 8 RPM is persisting at whatever speed of turbine we have tried between 9300 to 9500 RPM.
Following actions have been taken so far to analyse the problem:
1. Speed of the turbine was decreased / increased but the amplitude and frequency of control valves' jiggling remains the same.
2. Temperature of lube oil / control oil header was increased from 45.5 to 49 0C – No change in jiggling. This oil drives the actuator EG-10P and also serves as hydraulic amplification oil in the servocylinder assembly.
3. Control oil pressure increased from 10.4 to 10.8 kg/cm2 – No change in jiggling
4. Air was bleeded from control oil filter and later, filter was changed over to standby one – No change in jiggling
Please share your opinion about the following questions:
1. What can be the possible cause of such highly frequent jiggling in EG-10 P actuator and servocylinder assembly?
2. Can we check the health of EG-10 P actuator while in operation by evaluating communication between governor and actuator in terms of current / voltage?
3. Can such problem occur due to air trap inside EG-10 P actuator?
4. What directional steps can you suggest to reduce this phenomena?