DenSocling
Industrial
- Jun 13, 2016
- 10
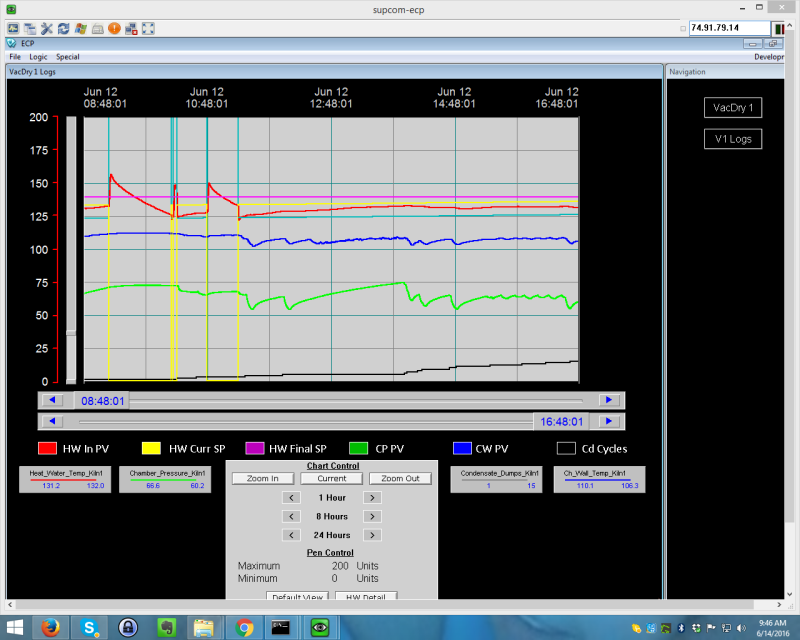
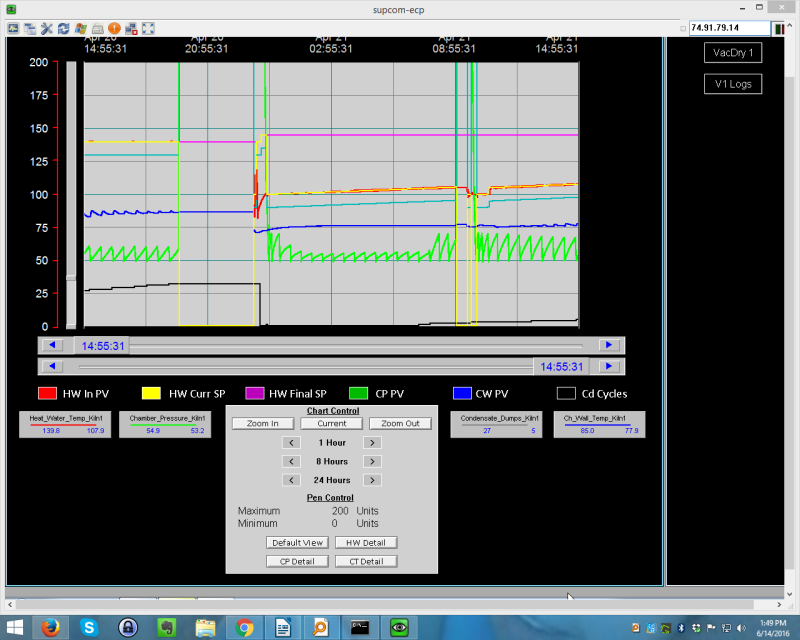
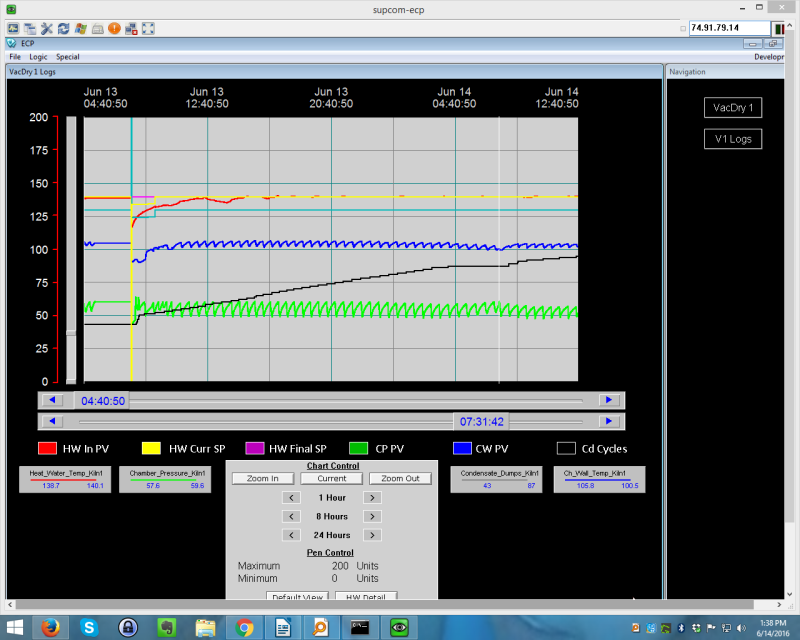
We build vacuum dry kilns for the forest industry. We have been building them for about 20 years. These machines usually run 24/7. We use liquid ring vacuum pumps. We have recently started having trouble with one that was installed about six months ago. Sometimes it trips the VFD. The operator says it won't turn unless you use channel locks. This pump is relatively small at 7.5 HP. The operator says that after it "loosens up", it starts and runs with no problem. In this process, the pump is started and stopped about four times an hour. It will start over and over then it will need the pliers. Does anybody have any idea what is going on? It's not flooding and the coupling is in alignment.