-
1
- #1
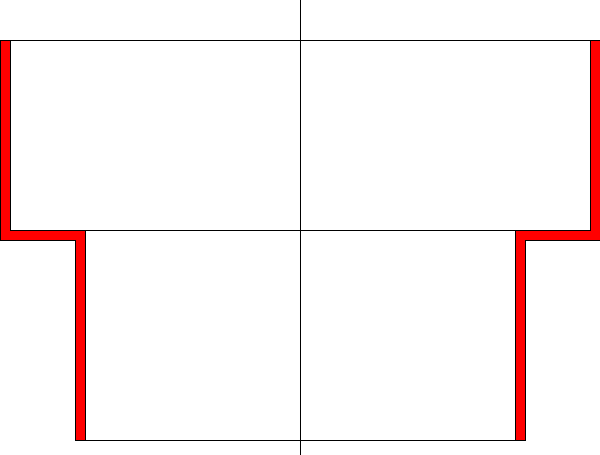
I have to make a tube with a variating diamtere from 45 to 60 mm. the thickness is 1mm. the length is 40 mm also and the diameter change happens like a 90 degree step in the middle of the length. The material is stainless steel
As far as I searched , there are two manufacturing methods, one is reducing the diameter from 60 to 45 mm (like tapering ) . the other is increasing the diameter from 45 to 60. My guess is the second one breaks and won't resist the deformation.
what suggestions do you have for evaluation and choosing between the methods ?
As far as I searched , there are two manufacturing methods, one is reducing the diameter from 60 to 45 mm (like tapering ) . the other is increasing the diameter from 45 to 60. My guess is the second one breaks and won't resist the deformation.
what suggestions do you have for evaluation and choosing between the methods ?