We have ordered a BW A860 X65 package ,and asked to factory about starting plate .
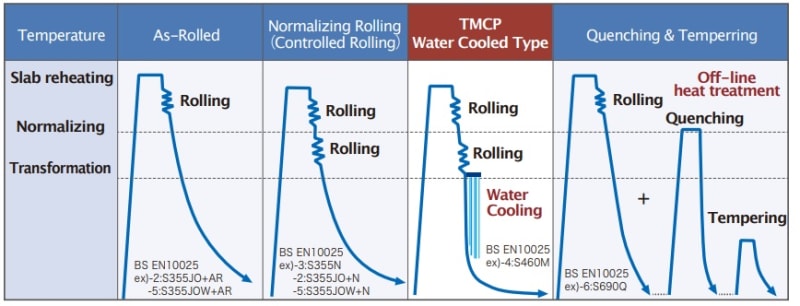
They confirmed that ,using TMCP as Starting plate with additional Q&T or Normalized heat treatment for reaching A860 toughness @ -46.
It is generally accepted that these steels are not designed for subsequent PWHT and may suffer some degradation in their mechanical properties when re-heated above critical temperatures.
A number of standards, specifications and technical publications acknowledge the influence of PWHT on mechanical properties of the TMCP plate, but provide limited guidance (depend on supplier quality) on how it will affect the properties.
Would you Please help me about such a Manufacturing process Issues and possibility .
They confirmed that ,using TMCP as Starting plate with additional Q&T or Normalized heat treatment for reaching A860 toughness @ -46.
It is generally accepted that these steels are not designed for subsequent PWHT and may suffer some degradation in their mechanical properties when re-heated above critical temperatures.
A number of standards, specifications and technical publications acknowledge the influence of PWHT on mechanical properties of the TMCP plate, but provide limited guidance (depend on supplier quality) on how it will affect the properties.
Would you Please help me about such a Manufacturing process Issues and possibility .