Peter Sommer
Mechanical
I have a problem with dimensioning a meandering slot in a meaningful way. I hope someone have an idea how to do it.
The drawing below show a sheet with 4 holes - the holes have to line up with holes in an other sheet - therefore a position tolerance. Between 2 of the holes is a Meandering slot. The slot is constructed from 7 tangent arcs with the same radius. My requirements to the slot is that the width is constant and within a narrow tolerance - let's say 8+/- 0.2 mm but with a uniformity (constant width) of 0.1 mm. The "course" of the meandering slot don't need to be precise so the "profile" tolerance is set to 0.5, but the endpoints of the meandering slots centerline still have to end in the center of the holes (+/-0.2mm)
my questions are as follows;
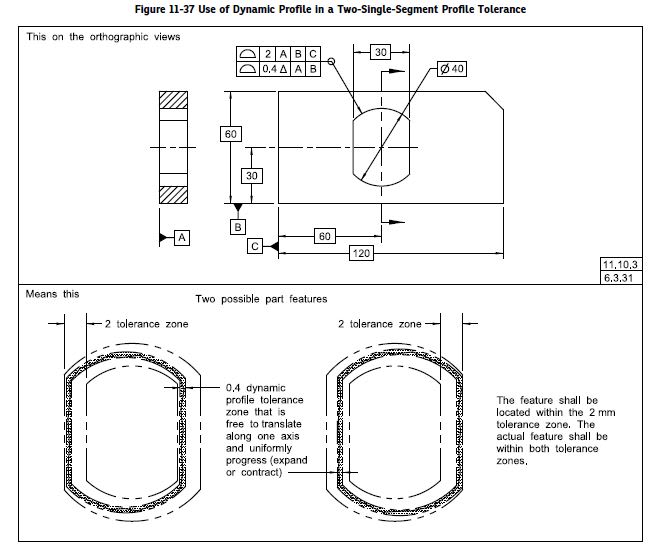
1. how do I indicate a tolerance for a constant width (within 0.1mm) of the slot?
2. how do I indicate the the slots centerline ending at center of the holes?
3. Is it wrong to make the "4X Ø12" when two of the holes are connected with the slot?
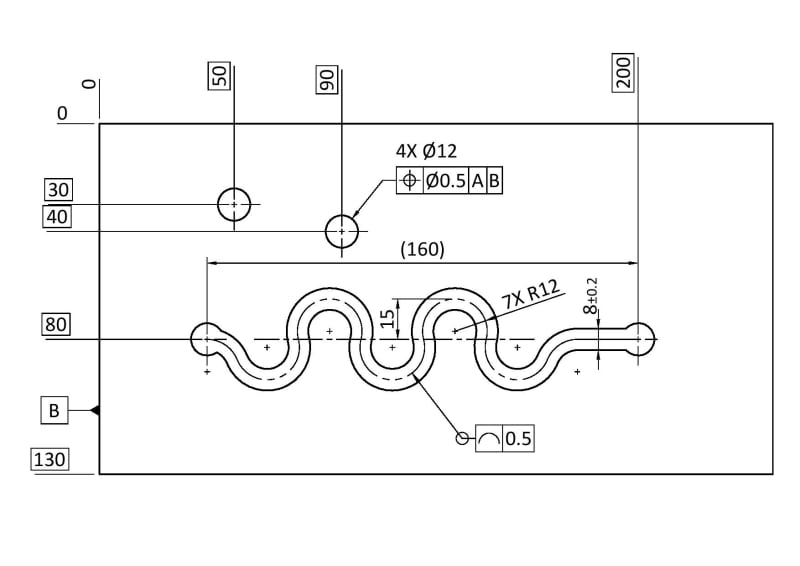
The drawing below show a sheet with 4 holes - the holes have to line up with holes in an other sheet - therefore a position tolerance. Between 2 of the holes is a Meandering slot. The slot is constructed from 7 tangent arcs with the same radius. My requirements to the slot is that the width is constant and within a narrow tolerance - let's say 8+/- 0.2 mm but with a uniformity (constant width) of 0.1 mm. The "course" of the meandering slot don't need to be precise so the "profile" tolerance is set to 0.5, but the endpoints of the meandering slots centerline still have to end in the center of the holes (+/-0.2mm)
my questions are as follows;
1. how do I indicate a tolerance for a constant width (within 0.1mm) of the slot?
2. how do I indicate the the slots centerline ending at center of the holes?
3. Is it wrong to make the "4X Ø12" when two of the holes are connected with the slot?