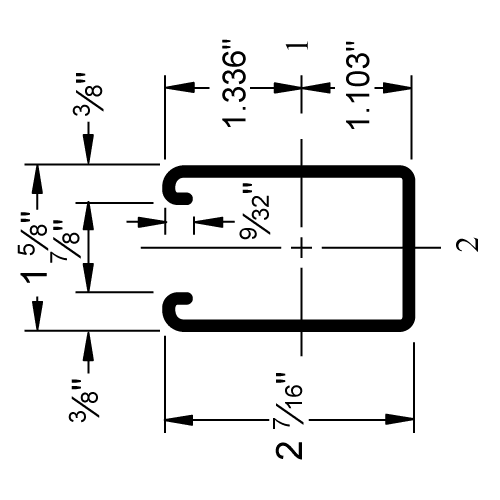
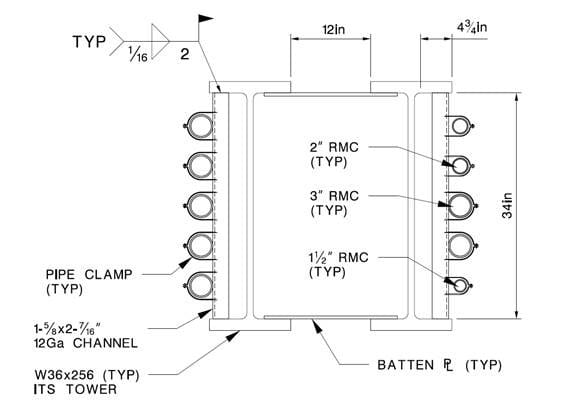
I am looking to install some new utility supports (12 Ga cold formed steel) on an existing steel column.
A cold formed manufacturer suggested using a welded connection.
I asked them what welding detail they recommended using with such a light gauge steel member.
They recommended following AWS.
So, when 12 Ga steel is being field welded to a heavier section, does anybody have any practical suggestions for a weld specification?...minimum practical weld size, etc?
A cold formed manufacturer suggested using a welded connection.
I asked them what welding detail they recommended using with such a light gauge steel member.
They recommended following AWS.
So, when 12 Ga steel is being field welded to a heavier section, does anybody have any practical suggestions for a weld specification?...minimum practical weld size, etc?