dik
Structural
- Apr 13, 2001
- 26,034
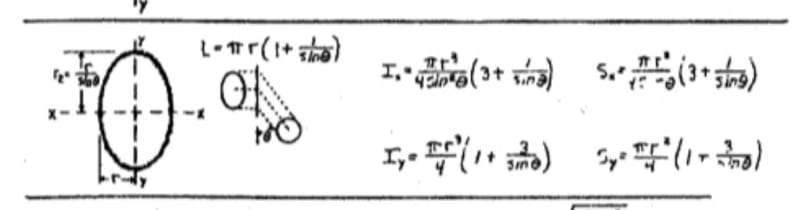
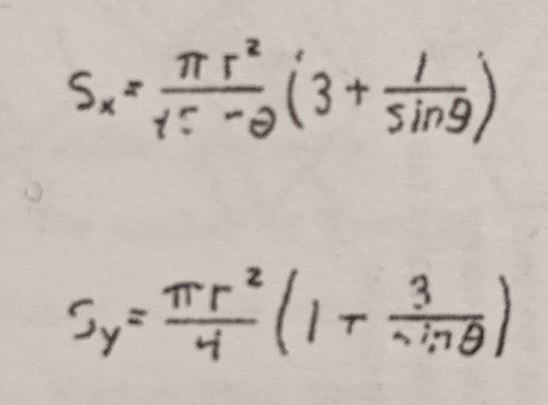
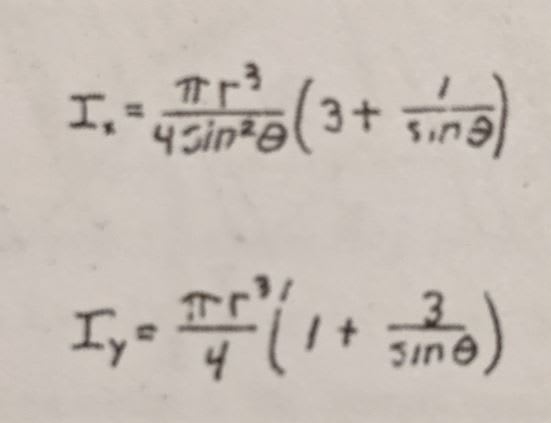
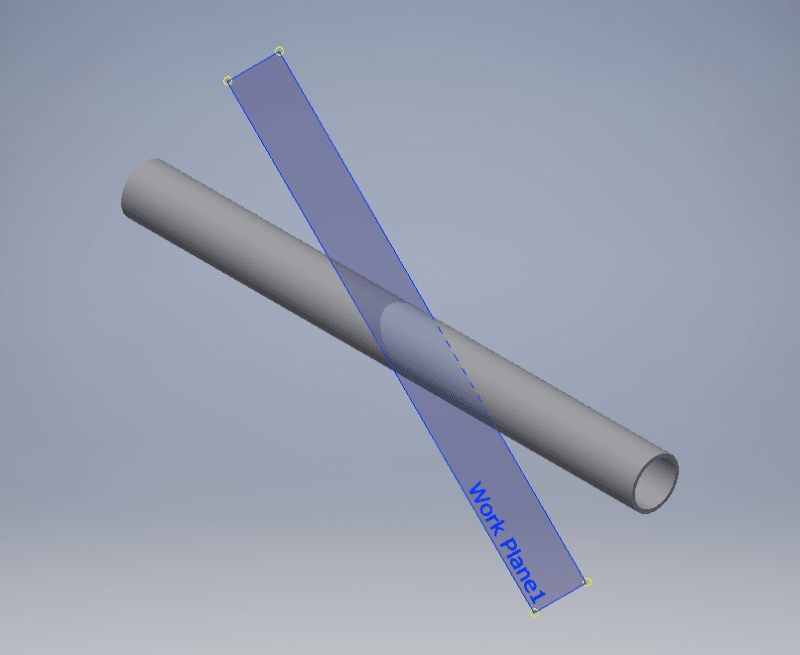
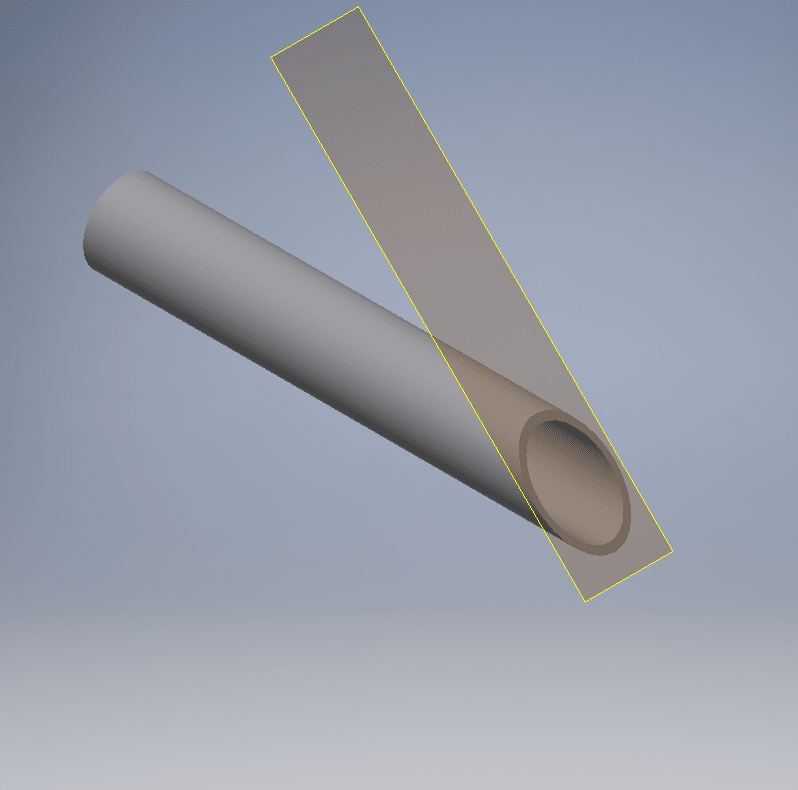
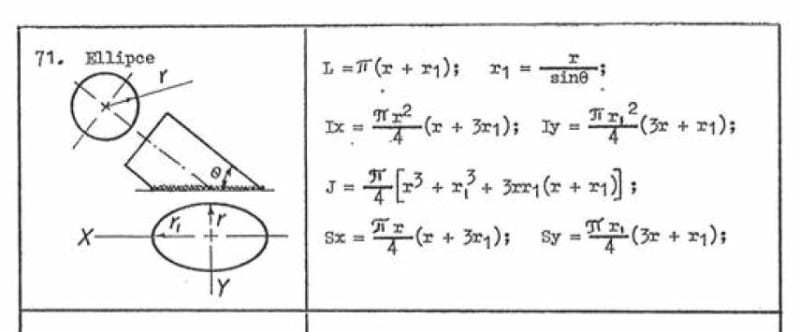
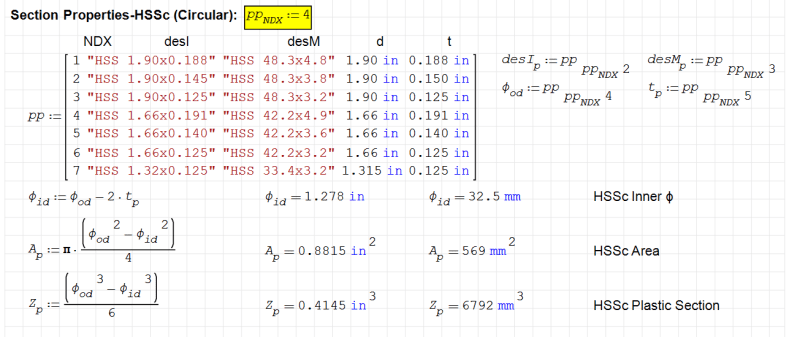
Does anyone have the formula for a circular tube cut at an angle to the axis? I have one for an ellipse, but if I make the major diameter equal to the minor diameter then I get a different number than for a straight circular cross section. They should be similar/exact.
Rather than think climate change and the corona virus as science, think of it as the wrath of God. Feel any better?
-Dik
Rather than think climate change and the corona virus as science, think of it as the wrath of God. Feel any better?
-Dik