engtipsuser100
Mechanical
- Jun 14, 2014
- 13
Greetings!
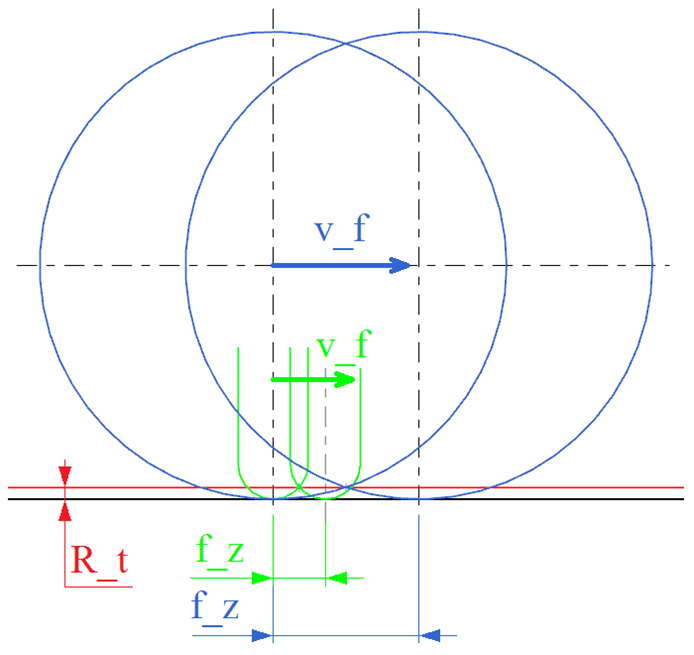
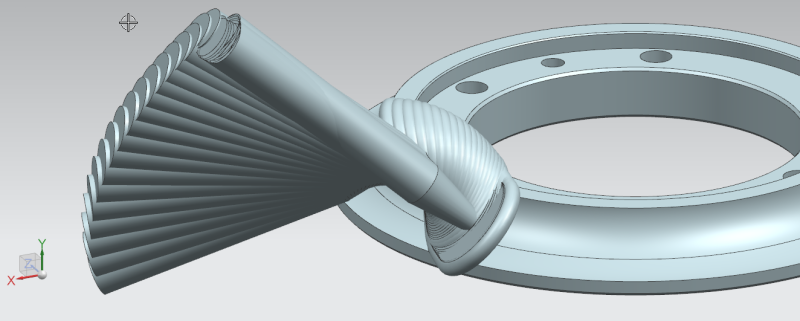
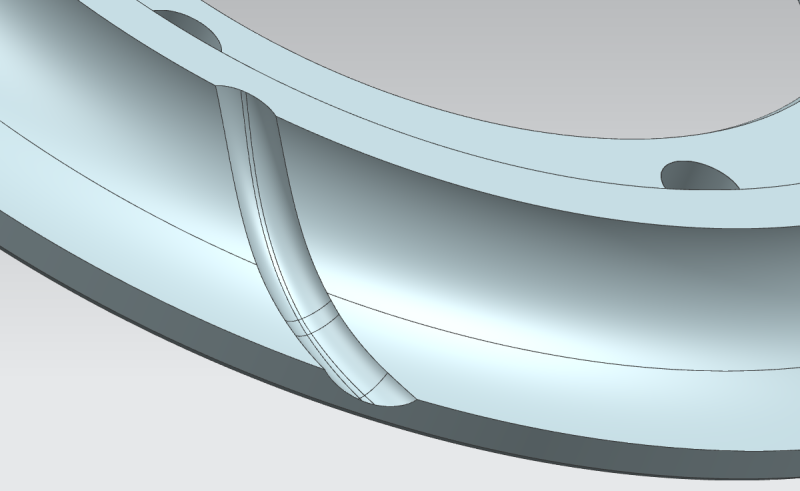
I would like to ask that, is it possible in NX to create multi axis toolpaths using a disc cutter? The goal is to mill a generic 3D slot. The following pictures show, what I mean.
This is an university project, and my NX knowledge is not good enough (even to judge), if it is possible or not.
Thanks in advance!")
I would like to ask that, is it possible in NX to create multi axis toolpaths using a disc cutter? The goal is to mill a generic 3D slot. The following pictures show, what I mean.
This is an university project, and my NX knowledge is not good enough (even to judge), if it is possible or not.
Thanks in advance!