SBlackBeard
Aerospace
- Apr 21, 2022
- 15
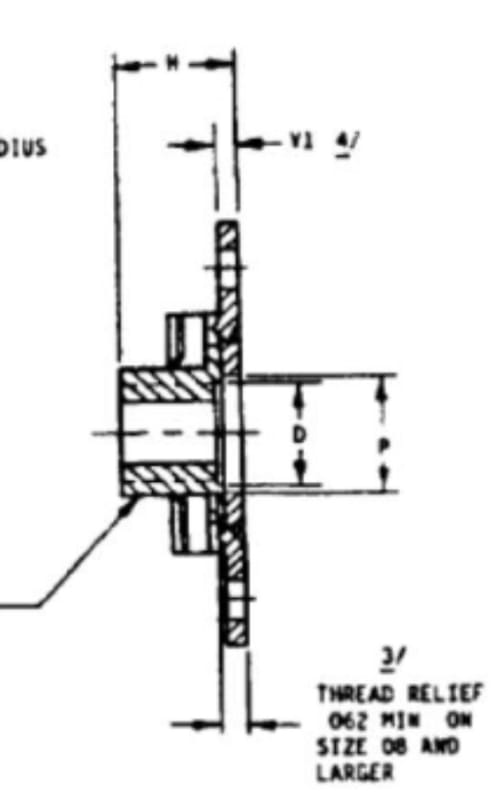
Why are nut plate counterbores they depth they are? Or if OEMs find them acceptable, how do they balance nut interference and threads in bearing?
It seems obvious that nut plate counterbores are .0625 because that matches a bolt grip, but it seems like looking at the specs, it is too short because of partial threads on the bolt.
Every fastener spec has a “partial threads” region outside the bolt grip before the threads are full depth. You obviously don’t want to have the fastener partial threads interfere with the threads on the nut, which would mean you would achieve torque before developing preload. Those partial threads are typically 2p. Adding to this, you can only increment a fastener by grips aka divisions of .0625. It seems like the counterbore should allow for both partial threads and the full range of a grip. Otherwise, you end with something like the following example: .150” material stack - round down to .125 grip and have threads in bearing or round up to .1875 grip and possibly have interference with the nut and no preload. The result in either case is not ideal, I’d prefer to have my two sheets to be fully engaged with the shank of the fastener and develop full preload.
As an interesting note, Hi-lok collars have nearly double the counterbore and it scales with fastener thread pitch.
It seems obvious that nut plate counterbores are .0625 because that matches a bolt grip, but it seems like looking at the specs, it is too short because of partial threads on the bolt.
Every fastener spec has a “partial threads” region outside the bolt grip before the threads are full depth. You obviously don’t want to have the fastener partial threads interfere with the threads on the nut, which would mean you would achieve torque before developing preload. Those partial threads are typically 2p. Adding to this, you can only increment a fastener by grips aka divisions of .0625. It seems like the counterbore should allow for both partial threads and the full range of a grip. Otherwise, you end with something like the following example: .150” material stack - round down to .125 grip and have threads in bearing or round up to .1875 grip and possibly have interference with the nut and no preload. The result in either case is not ideal, I’d prefer to have my two sheets to be fully engaged with the shank of the fastener and develop full preload.
As an interesting note, Hi-lok collars have nearly double the counterbore and it scales with fastener thread pitch.