Proizvodnja
Mechanical
- Jul 2, 2014
- 44
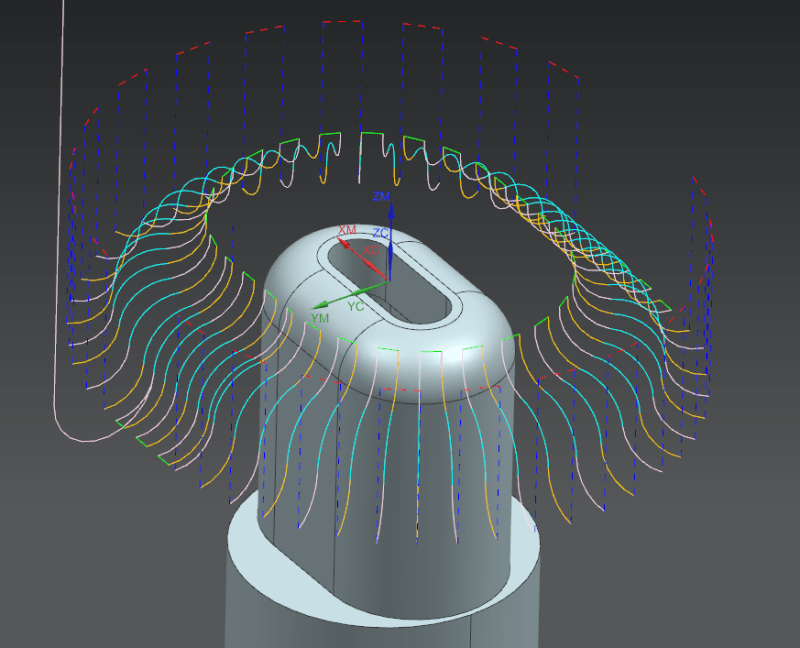
HI!I was trying to program radius milling on 3 axis (Fixed Contour Operation -surface area option) tool path parallel to the Z axis.The problem is:
1.Tool path is going under desired radius, even though there is no stock left there (Done in previous operation.How can I trim in vertical axis how much tool path can go?
2.When I generate tool path over the radius, it's linear and not circular despite the fact it set on arc motion output.SO instead one arc motion it it's 10 or more linear.Why is that?This has nothing to do with the post processor since it showing this in simulation.
I'm using nx10.
Thank you
1.Tool path is going under desired radius, even though there is no stock left there (Done in previous operation.How can I trim in vertical axis how much tool path can go?
2.When I generate tool path over the radius, it's linear and not circular despite the fact it set on arc motion output.SO instead one arc motion it it's 10 or more linear.Why is that?This has nothing to do with the post processor since it showing this in simulation.
I'm using nx10.
Thank you