brwalker145
Mechanical
- Jun 13, 2023
- 7
Hello all, long time reader, first time poster...
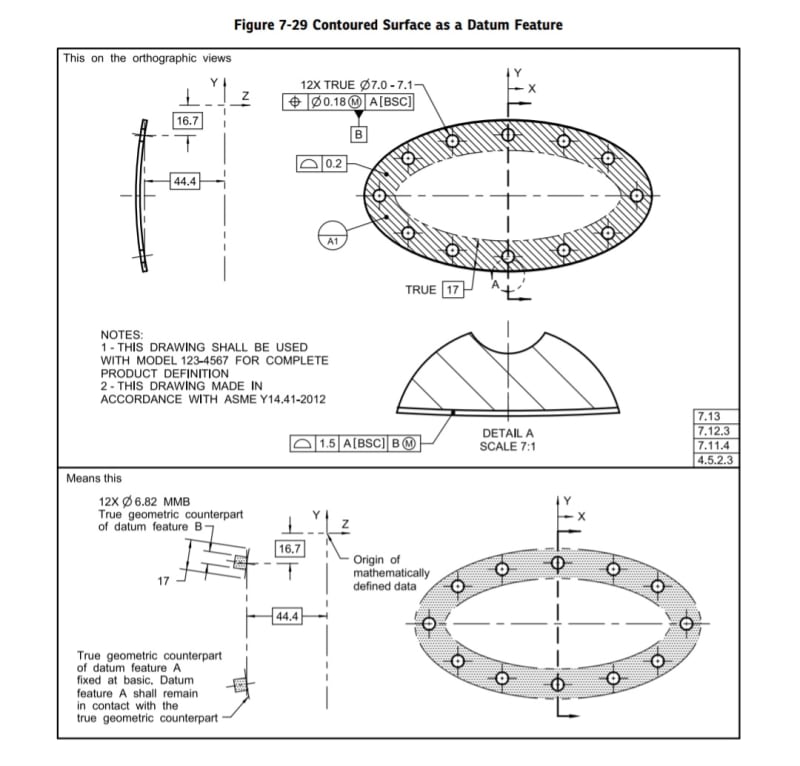
I have a customer-supplied print that calls out a Parallelism inspection against Datum D. However, the feature they have defined as Datum D is a non-planar complex surface (it looks flat on the print, but it's not). I have been arguing that we cannot measure Parallelism as currently defined, but the customer insists that the print is correct.
Am I wrong here? I just don't see how this could possibly be measured. I'll be the first to admit that I am far from a GD&T expert, but unless I've completely missed it, I don't see anything in Y14.5-2018 that would support their argument.
I have a customer-supplied print that calls out a Parallelism inspection against Datum D. However, the feature they have defined as Datum D is a non-planar complex surface (it looks flat on the print, but it's not). I have been arguing that we cannot measure Parallelism as currently defined, but the customer insists that the print is correct.
Am I wrong here? I just don't see how this could possibly be measured. I'll be the first to admit that I am far from a GD&T expert, but unless I've completely missed it, I don't see anything in Y14.5-2018 that would support their argument.