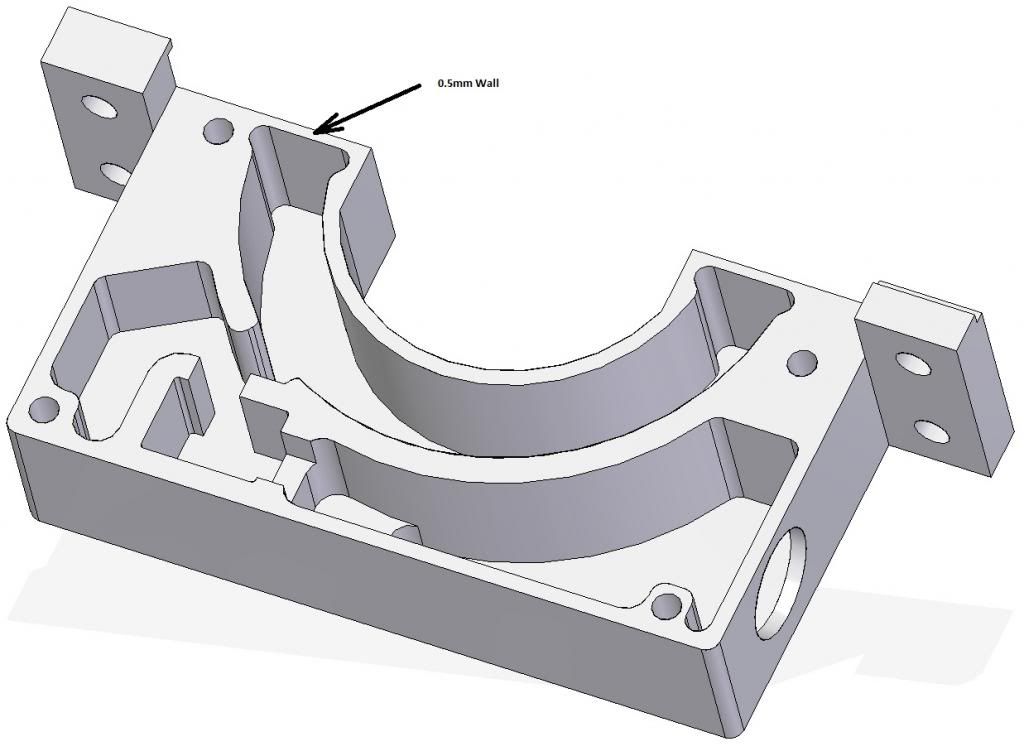
I’m looking for a material I can use to house an outdoor electrical device. The housing is to be machined. The housing needs to be 40mm deep to accommodate a 25mm deep semi-circular cut. This semi-circular cut has a 0.5mm wall at each end. We have tried nylon but the 0.5mm wall distorts beyond acceptable levels. Would FR4 accommodate this design? Has anyone successfully used a polymer to machine thin walls with a 25mm depth? Is this even achievable with machining?