Alan Lowbands
Aerospace
- May 17, 2017
- 274
Hi guys,
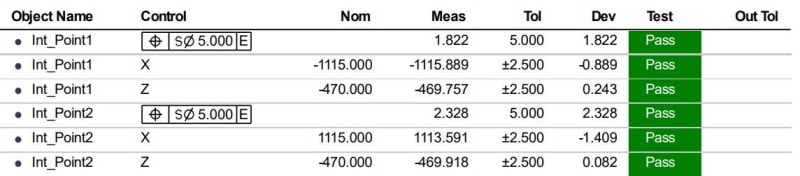
I was hoping someone will be able to help with a problem with a polyworks report.
It was created from a scan and reports the positions of 4 lifting attachments.
The problem is it's reporting the position and diameter symbols but including an S symbol.
I assume this is spherical symbol but not sure why it's there.
If anyone can help it would be really appreciated.
thanks
Al
I was hoping someone will be able to help with a problem with a polyworks report.
It was created from a scan and reports the positions of 4 lifting attachments.
The problem is it's reporting the position and diameter symbols but including an S symbol.
I assume this is spherical symbol but not sure why it's there.
If anyone can help it would be really appreciated.
thanks
Al
")