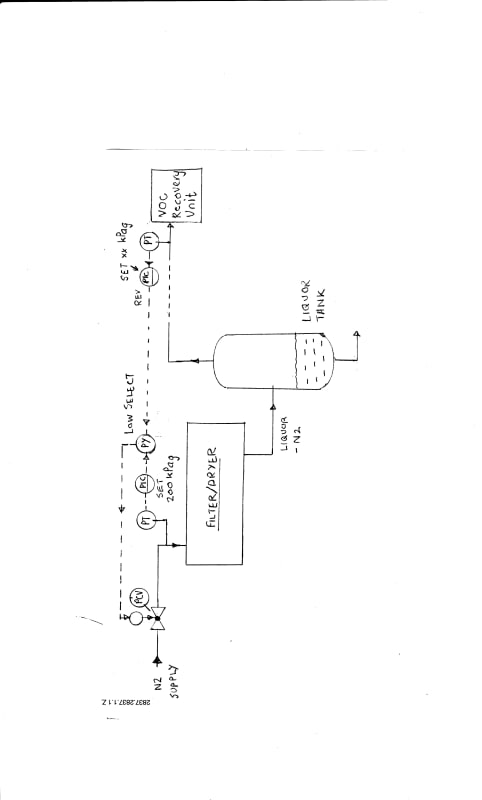
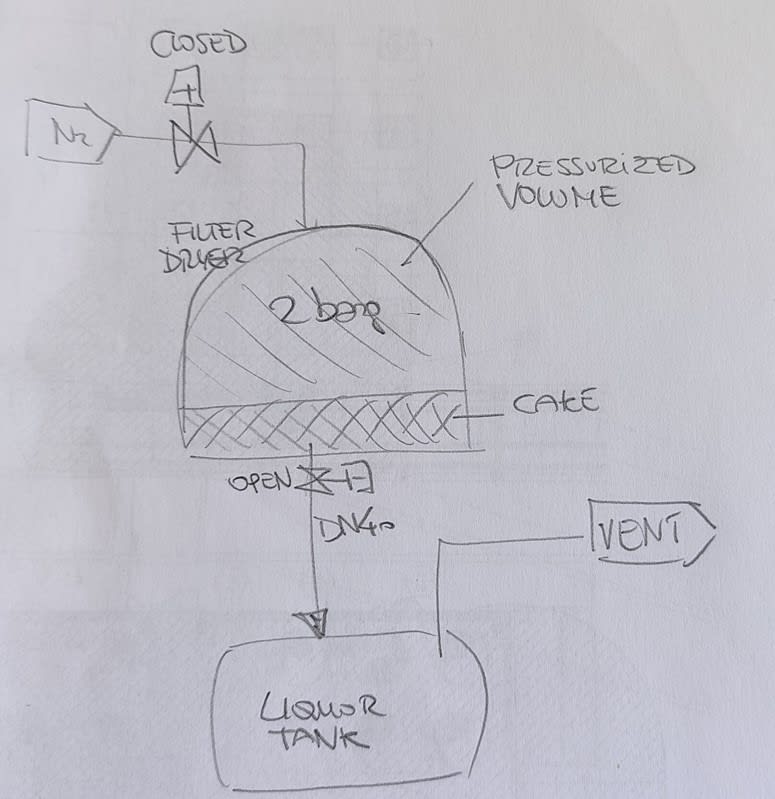
My Client (a chemical production plant) has an issue with the vents from filter dryer mother liquor tank. During the solid/liquid separation they operate the filter dryer with nitrogen at 2 barg and collect the liquid in the tank. At the end of the process a crack may form in the filter cake, hence there is a high pressure nitrogen stream going directly to the vent line, causing issues to the cryogenic treatment installed downstream.
They are asking for a solution to solve this problem.
My approach is the following, but I have a few doubts:
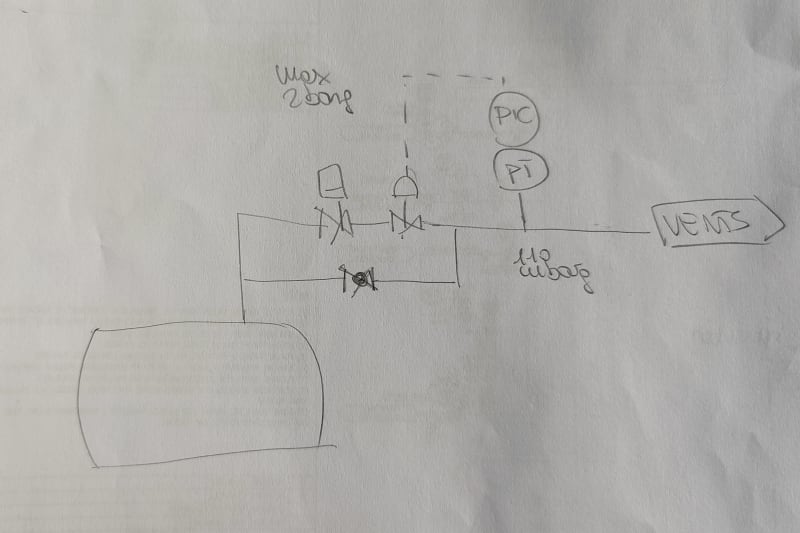
- I calculate the pressure drop of the vent line (new pipe) to the main vent line (existing pipeline, no data available). I get 110 mbar for a DN25 pipe for 100 kg/h nitrogen (flow rate assumed from filter dryer data)
- I consider 110 mbarg as the minimum pressure I have to keep on the vent line to reach the vent treatment system
- I have to control the pressure on the vent line with pressure control valve and pressure transmitter. Which is the pressure I have to consider in the tank for the control valve sizing? I cannot consider 2 barg because there is no control valve able to decrease pressure from 2 barg to 110 mbarg, hence I guess I need to assume a lower pressure upstream the valve. But which criteria can I assume to define this sizing pressure? Also, probably I have to install also an orifice for further pressure drop.
Anyone can help on this?
Many thanks in advance.
They are asking for a solution to solve this problem.
My approach is the following, but I have a few doubts:
- I calculate the pressure drop of the vent line (new pipe) to the main vent line (existing pipeline, no data available). I get 110 mbar for a DN25 pipe for 100 kg/h nitrogen (flow rate assumed from filter dryer data)
- I consider 110 mbarg as the minimum pressure I have to keep on the vent line to reach the vent treatment system
- I have to control the pressure on the vent line with pressure control valve and pressure transmitter. Which is the pressure I have to consider in the tank for the control valve sizing? I cannot consider 2 barg because there is no control valve able to decrease pressure from 2 barg to 110 mbarg, hence I guess I need to assume a lower pressure upstream the valve. But which criteria can I assume to define this sizing pressure? Also, probably I have to install also an orifice for further pressure drop.
Anyone can help on this?
Many thanks in advance.