bhart192
Civil/Environmental
- Feb 6, 2006
- 81
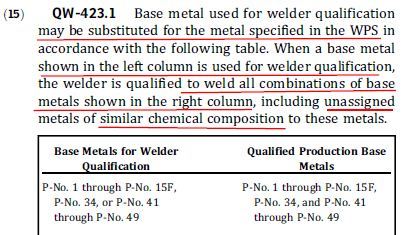
help to settle dispute: we have a upcoming project , welding alloy 20 P-45 to carbon steel P1 nozzle , contractor has a WPS for p45 to p45 ,I interpret ASME IX 2015 para 432.1 as the following: if he has welder qualified to his P45 WPS they can perform the above P45-P1 weld by following all parameters in the P45 WPS ( filler metal ,gas etc) with no additional qualification test , some think we need to re-qualify a WPS by welding P45-P1 what say you