TOMMY2010
Structural
- Nov 1, 2020
- 18
Dear Gents,
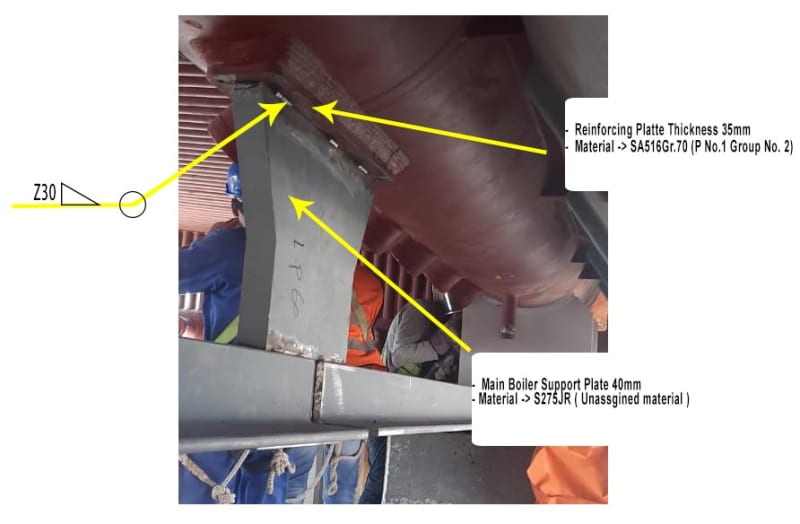
- Welding of this support needed to this reinforcing pad in a Power Boiler that is constructed according to ASME Sec I, In this situation with the all parameters indicated in the picture (Weld Size, Materials and Thickness ),
My question is about Preheating or PWHT Requirements according to the code ? What would you do in this situation with unassigned material included ?
Thanks in advance
- Welding of this support needed to this reinforcing pad in a Power Boiler that is constructed according to ASME Sec I, In this situation with the all parameters indicated in the picture (Weld Size, Materials and Thickness ),
My question is about Preheating or PWHT Requirements according to the code ? What would you do in this situation with unassigned material included ?
Thanks in advance

![[thumbsup2]](/data/assets/smilies/thumbsup2.gif "[thumbsup2] [thumbsup2]")