aegis4048
Petroleum
- Apr 23, 2024
- 38
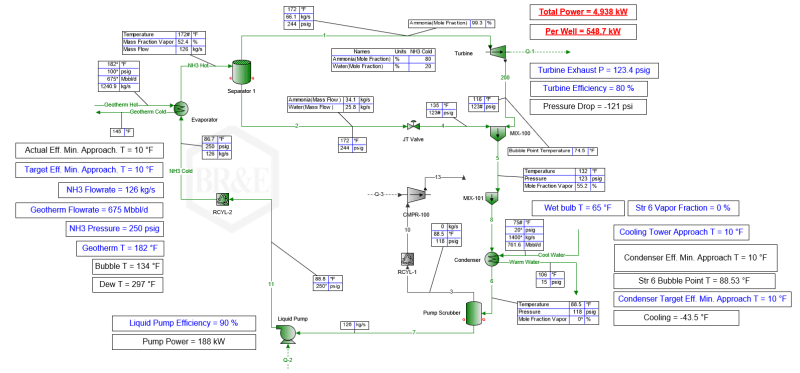
Hi, I have a pressurized 80% ammonia/20% water stream @300 psig/180F. Fluid is pressurized with a liquid pump (it's condensed before entering the pump) that we can fully control, so we expect to be able to maintain a stable pressure on the fluid (we don't expect any pressure swings). Also the system is closed loop, I don't think we will ever expect a surge. The pressurized stream is two phase (approx. 50%/50% vapor/liquid) at the 2-phase separator inlet.
So the normal operating condition for my separator is around 300 psig, and we don't expect this to fluctuate too much. I need to submit RFQ for separator design to manufacturers, and also design a relief valve system. I have a software that can do separator sizing, but by default it sets the MAWP as my operating condition.
Q1. What should I give to the manufacturers for MAWP? (If your answer is "depends", please give some detailed examples).
Q2. What's the difference among operating P, design P, and MAWP?
Q3. I'm thinking of setting a spring relief valve at 10% higher MAWP, and a rupture disk at 21% higher MAWP. Am I doing this correctly?
This is my first time ever doing an equipment design, any help is greatly appreciated.
So the normal operating condition for my separator is around 300 psig, and we don't expect this to fluctuate too much. I need to submit RFQ for separator design to manufacturers, and also design a relief valve system. I have a software that can do separator sizing, but by default it sets the MAWP as my operating condition.
Q1. What should I give to the manufacturers for MAWP? (If your answer is "depends", please give some detailed examples).
Q2. What's the difference among operating P, design P, and MAWP?
Q3. I'm thinking of setting a spring relief valve at 10% higher MAWP, and a rupture disk at 21% higher MAWP. Am I doing this correctly?
This is my first time ever doing an equipment design, any help is greatly appreciated.