S.Sigma
Mechanical
- Aug 26, 2020
- 9
Hi all, first timer here.
I'm dealing with a customer who wants to reject a part based off the linear measurement of a basic dimension while the surface profile of the feature is within specification.
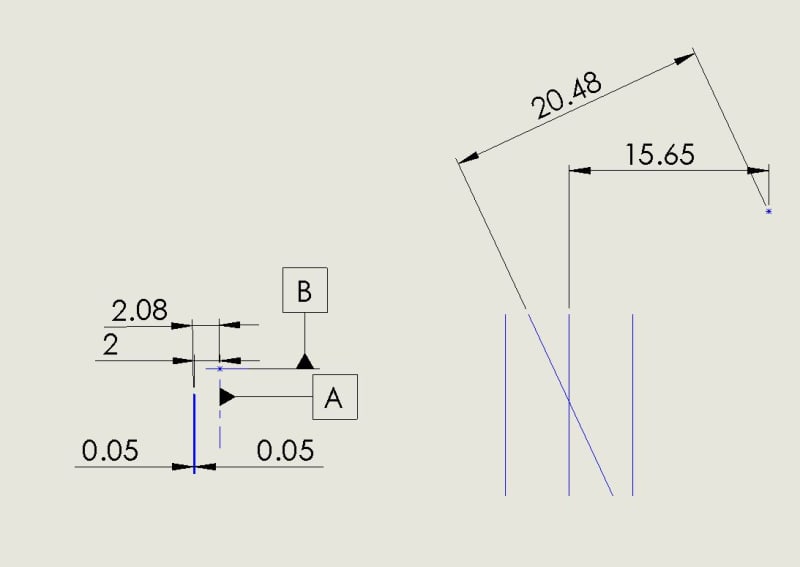
The feature is a planar surface that is being measured to a point constructed from the intersect of a bore datum and a plane datum.
The surface profile tolerance of the planar surface is .100mm (.004") which, to my understanding, means that the surface may vary anywhere within the +/- .05mm window allowed by the profile tolerance.
The reason that the linear dimension's deviation is higher than .05 while still being within the profile limits is due to the planar surface being at a slight angle, so the distance to the datum point is increased.
In the end, my argument was that if the surface profile reading is within specification, there is no cause for the part to be rejected because, again, to my understanding, basic dimensions have no linear tolerance and are just a location for the window described by the geometric tolerance for the feature to reside.
They want me to provide them with textbook information to describe how basic dimensions have no tolerance and cannot be rejected if the geometric tolerance is within specifications.
Can anyone help with finding this info?
Thanks!
PS - I'm not including a copy of the print for legal reasons.
I'm dealing with a customer who wants to reject a part based off the linear measurement of a basic dimension while the surface profile of the feature is within specification.
The feature is a planar surface that is being measured to a point constructed from the intersect of a bore datum and a plane datum.
The surface profile tolerance of the planar surface is .100mm (.004") which, to my understanding, means that the surface may vary anywhere within the +/- .05mm window allowed by the profile tolerance.
The reason that the linear dimension's deviation is higher than .05 while still being within the profile limits is due to the planar surface being at a slight angle, so the distance to the datum point is increased.
In the end, my argument was that if the surface profile reading is within specification, there is no cause for the part to be rejected because, again, to my understanding, basic dimensions have no linear tolerance and are just a location for the window described by the geometric tolerance for the feature to reside.
They want me to provide them with textbook information to describe how basic dimensions have no tolerance and cannot be rejected if the geometric tolerance is within specifications.
Can anyone help with finding this info?
Thanks!
PS - I'm not including a copy of the print for legal reasons.