RogerSAM
Mechanical
- Feb 20, 2024
- 2
Hello everyone,
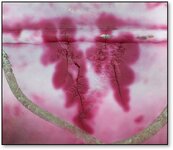
We are currently facing an issue in our urea manufacturing plant. We have observed severe external chloride SCC in a carbamate solution tank. Design data is given below, and pictures of the cracks are attached for reference. There are currently two limiting factors:
Design Data
DP = 285 PSI
DT = 100 C
Service = Ammonia, Urea and Carbamate
Material = A240 Gr. 304L
Shell Thickness = 5mm
Bottom Plate Thk = 6mm
Design Code = BS 2654
We are currently facing an issue in our urea manufacturing plant. We have observed severe external chloride SCC in a carbamate solution tank. Design data is given below, and pictures of the cracks are attached for reference. There are currently two limiting factors:
- Although we have recommended its replacement as soon as possible, but the logistics and planning are not allowing it to be replaced until 2-3 years later.
- Wherever we attempt a repair, more cracks appear in the welds' HAZ.
Design Data
DP = 285 PSI
DT = 100 C
Service = Ammonia, Urea and Carbamate
Material = A240 Gr. 304L
Shell Thickness = 5mm
Bottom Plate Thk = 6mm
Design Code = BS 2654