JohnRwals
Structural
- Jul 8, 2020
- 151
Hello!
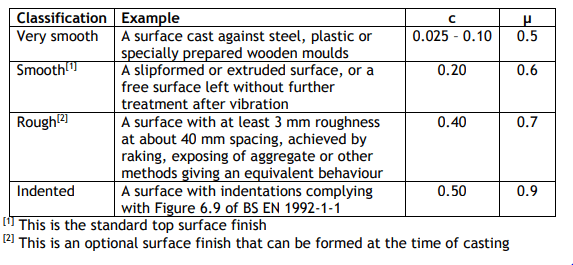
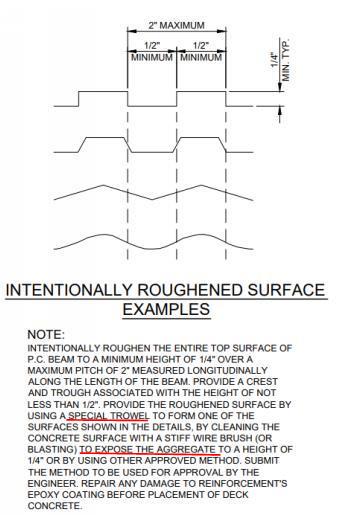
To achieve monolithic concrete or composite action, generally “surface intentionally
roughened to an amplitude of 0.25 inches” is applied.
How can I make this surface preparation over green concrete in the precast concrete plant?
As a rake/rough broom has been used, it makes loose concrete paste a lot.
Any reasonable solution to recommend?
Thanks for your time!
-JRW
To achieve monolithic concrete or composite action, generally “surface intentionally
roughened to an amplitude of 0.25 inches” is applied.
How can I make this surface preparation over green concrete in the precast concrete plant?
As a rake/rough broom has been used, it makes loose concrete paste a lot.
Any reasonable solution to recommend?
Thanks for your time!
-JRW