-
1
- #1
gearcutter
Industrial
- May 11, 2005
- 683
Here's an interesting problem that a gear cutter is sometimes faced with.
I'm doing a job which requires the use of a 13 module, 20deg PA hob.
Material is 4140 H/T to around 35-38HRC.
The type of material and the hardness is causing wear issues with the High Speed Steel hob.
Therefore I'd like to rough-out the blanks on another machine using another hob.
I don't have two 13mod hobs, but I do have a 2DP, 20deg hob as well as a 2DP, 14.5deg PA hob.
The 20deg hob generates too high a pressure angle and the 14.5deg hob generates a small amount of undercut.
If the cutting depth of the 14.5deg PA hob is reduced by several millimetres; approx. 85% of the job can be done with this hob..............saving a lot of wear of the 13mod hob.
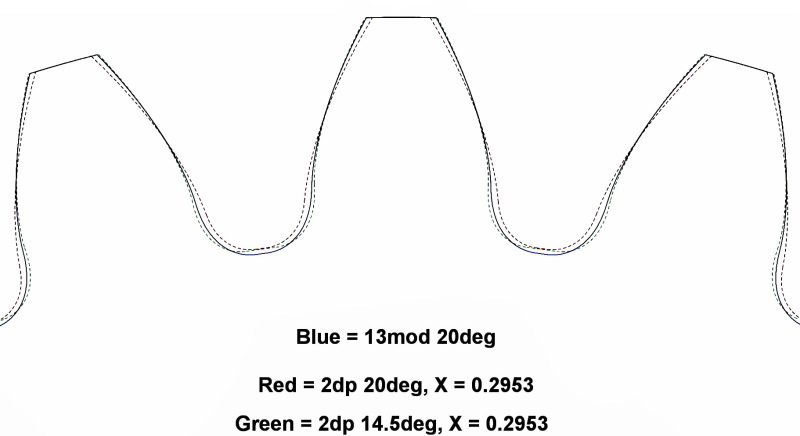
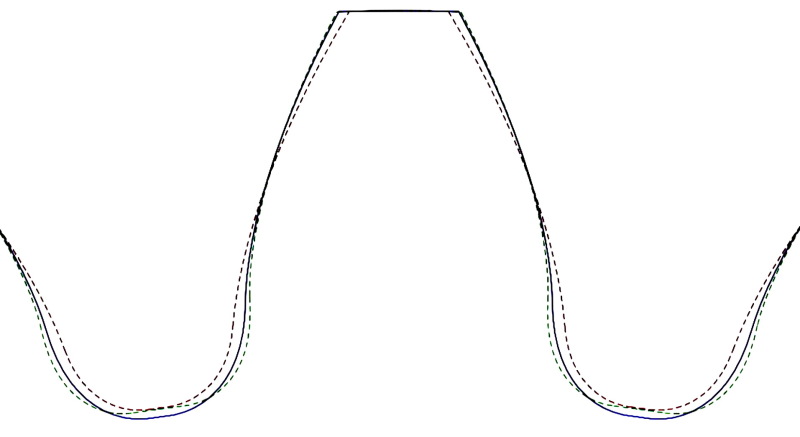
The images below show what the different profiles look like when superimposed over the top of the finished profile.
The solid-line in blue is 13mod, dashed red is 2DP 20deg and the dashed green is the 2DP 14.5deg profile.
I'm doing a job which requires the use of a 13 module, 20deg PA hob.
Material is 4140 H/T to around 35-38HRC.
The type of material and the hardness is causing wear issues with the High Speed Steel hob.
Therefore I'd like to rough-out the blanks on another machine using another hob.
I don't have two 13mod hobs, but I do have a 2DP, 20deg hob as well as a 2DP, 14.5deg PA hob.
The 20deg hob generates too high a pressure angle and the 14.5deg hob generates a small amount of undercut.
If the cutting depth of the 14.5deg PA hob is reduced by several millimetres; approx. 85% of the job can be done with this hob..............saving a lot of wear of the 13mod hob.
The images below show what the different profiles look like when superimposed over the top of the finished profile.
The solid-line in blue is 13mod, dashed red is 2DP 20deg and the dashed green is the 2DP 14.5deg profile.