SNagri
Chemical
- Aug 12, 2024
- 4
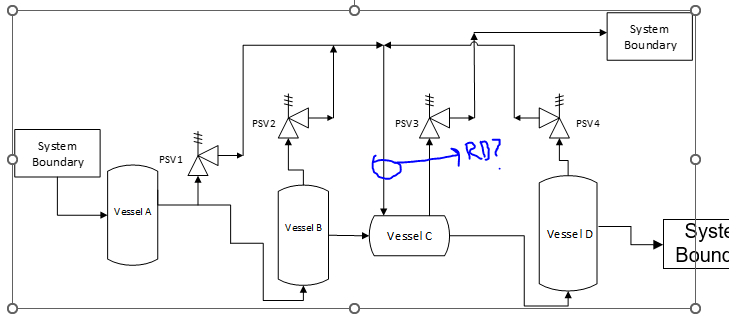
I am investigating a reliability issue with some PSVs in our system and would like to explore potential solutions. As depicted in the attached diagram, PSVs 1, 2, and 4, located on vessels A, B, and D respectively, discharge into Vessel C. Subsequently, PSV 3 relieves the pressure out of the system boundary.
This setup was implemented by an engineering company long ago, based on a study we currently cannot locate. The issue we face is corrosive material buildup at the outlet of the header where PSVs 1, 2, and 4 discharge into Vessel C. This buildup leads to corrosion of the bellows and other parts of PSVs 1, 2, and 4, causing reliability problems.
I am considering the installation of a rupture disk at the point where the common header, discharging PSVs 1, 2, and 4 into Vessel C, connects to Vessel C. The rupture disk might protect these three PSVs. However, there are challenges: PSVs 1 and 2 share a similar setpoint, whereas PSV 4 has a different setpoint, and the operating pressure in Vessel C differs from the other vessels.
Is it feasible to install a single rupture disk downstream of these three PSVs to protect them individually? Additionally, what would be the appropriate set pressure for the rupture disk in this scenario?[URL unfurl="true"]https://res.cloudinary.com/engineering-com/raw/upload/v1723474635/tips/PSV_system_upet27.emf[/url]
This setup was implemented by an engineering company long ago, based on a study we currently cannot locate. The issue we face is corrosive material buildup at the outlet of the header where PSVs 1, 2, and 4 discharge into Vessel C. This buildup leads to corrosion of the bellows and other parts of PSVs 1, 2, and 4, causing reliability problems.
I am considering the installation of a rupture disk at the point where the common header, discharging PSVs 1, 2, and 4 into Vessel C, connects to Vessel C. The rupture disk might protect these three PSVs. However, there are challenges: PSVs 1 and 2 share a similar setpoint, whereas PSV 4 has a different setpoint, and the operating pressure in Vessel C differs from the other vessels.
Is it feasible to install a single rupture disk downstream of these three PSVs to protect them individually? Additionally, what would be the appropriate set pressure for the rupture disk in this scenario?[URL unfurl="true"]https://res.cloudinary.com/engineering-com/raw/upload/v1723474635/tips/PSV_system_upet27.emf[/url]