plantprowler
Chemical
- Aug 10, 2013
- 136
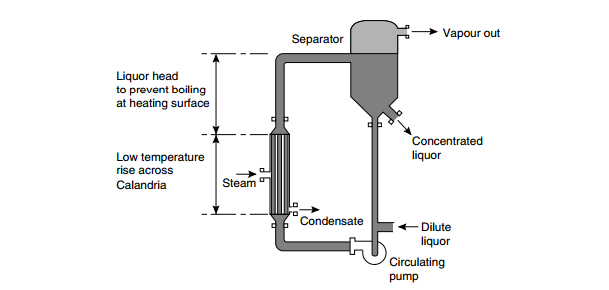
What is the max slurry concentration one should design using for a Shell and Tube HEX? The duty is as the Calendria of a forced circulation evaporator. Any guidelines based on what has worked in the field in the past experience? Above what concentration will I be facing operational / fouling / plugging problems?
The S&T is two pass on the tube side with 6000 mm long tubes with 1.25" dia. Mounting is vertical with a 3 m/sec liquid velocity.
What is the max conc. I should allow for in a conservative design? Any tips / heuristics? The solids are hard & crystalline NOT fibrous / slimy or pulpy.
The S&T is two pass on the tube side with 6000 mm long tubes with 1.25" dia. Mounting is vertical with a 3 m/sec liquid velocity.
What is the max conc. I should allow for in a conservative design? Any tips / heuristics? The solids are hard & crystalline NOT fibrous / slimy or pulpy.