Good_not_nice
Mechanical
Colleagues, experts,
I am using an NX ready PP from "installed machines" folder to create a new one for a machine with similar control and kinematic.
G68.2 works fine for 3 + 2, canned cycles are OK, but X and Y coordinates after G43.4 (simultaneous 5 axis) are different from the CL file which is not true for the same machine but Siemens and Heidenhain PP.
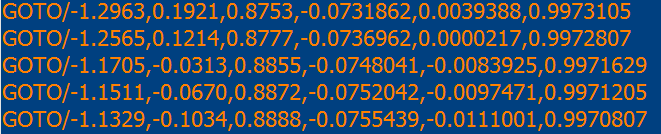
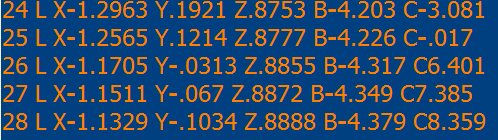
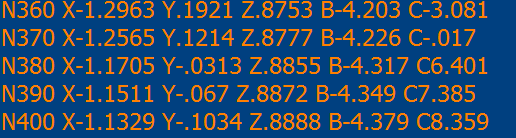
Please see the following:
from the CL
from the TNC file
from the Siemens file
from the Fanuc file
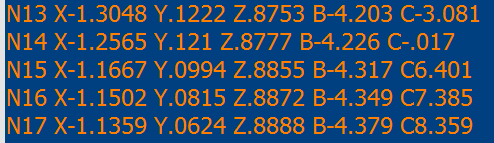
Only the Fanuc postprocessor changes X and Y values from the CL coordinates, while Z, B and C are correct.
How can we avoid this? What is wrong with the NX-Fanuc G43.4 output?
I am using NX 10. The PP are in "sim07_mill_5ax" directory. The problem is the same in NX 8.5.
Appreciate your thoughts and ideas.
Thank you !
I am using an NX ready PP from "installed machines" folder to create a new one for a machine with similar control and kinematic.
G68.2 works fine for 3 + 2, canned cycles are OK, but X and Y coordinates after G43.4 (simultaneous 5 axis) are different from the CL file which is not true for the same machine but Siemens and Heidenhain PP.
Please see the following:
from the CL
from the TNC file
from the Siemens file
from the Fanuc file
Only the Fanuc postprocessor changes X and Y values from the CL coordinates, while Z, B and C are correct.
How can we avoid this? What is wrong with the NX-Fanuc G43.4 output?
I am using NX 10. The PP are in "sim07_mill_5ax" directory. The problem is the same in NX 8.5.
Appreciate your thoughts and ideas.
Thank you !
