jacobsonse
Mechanical
- Nov 1, 2015
- 32
Hi.
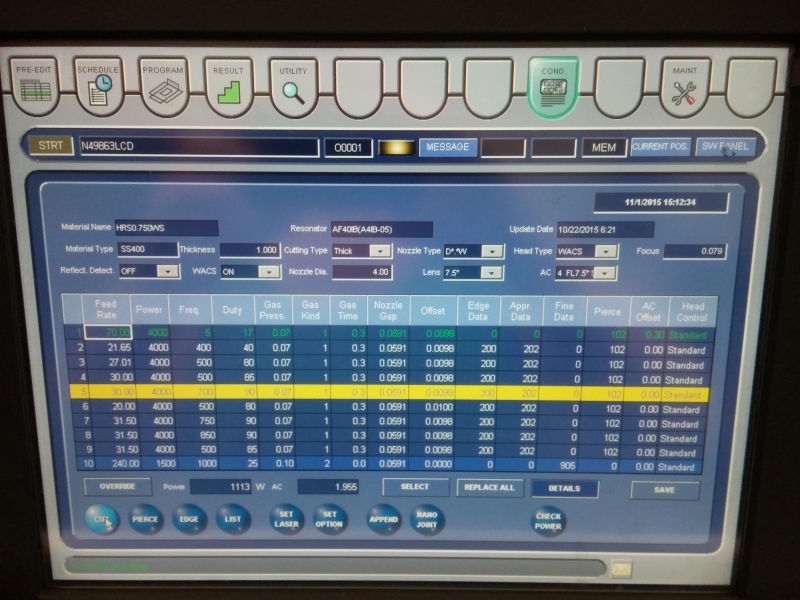
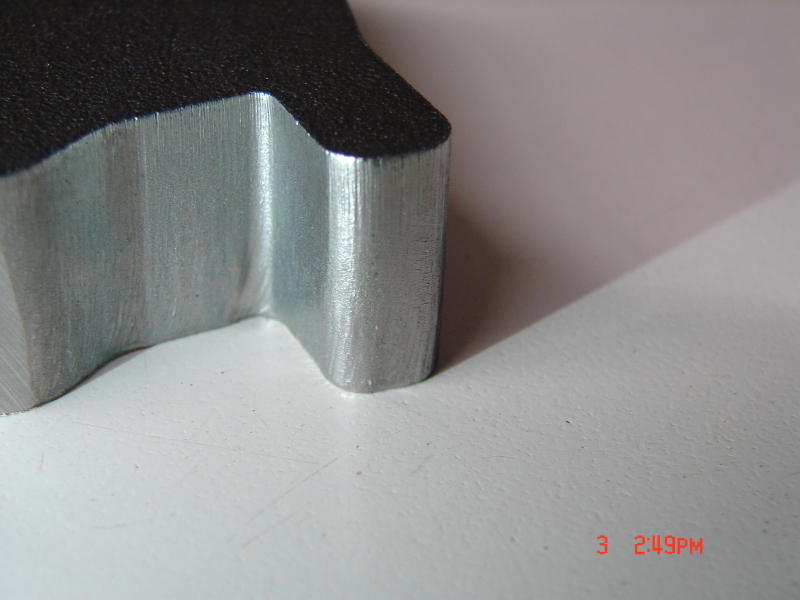
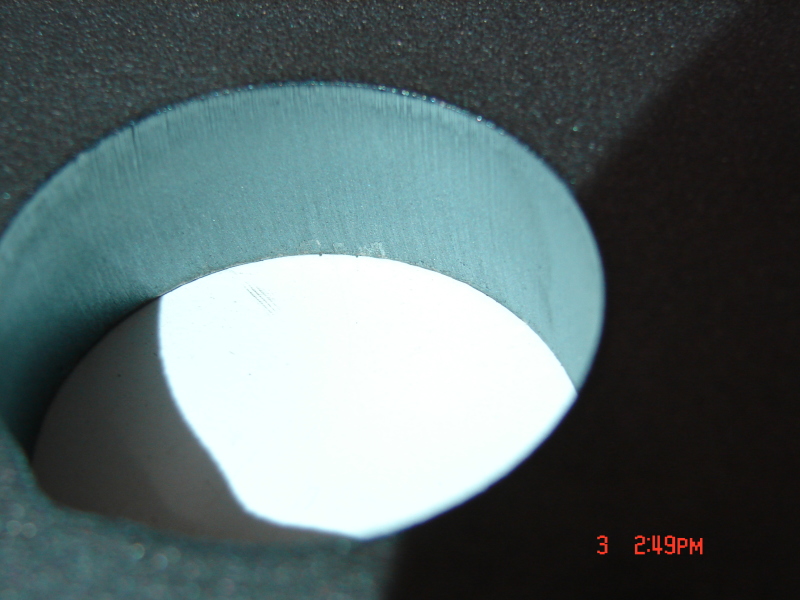
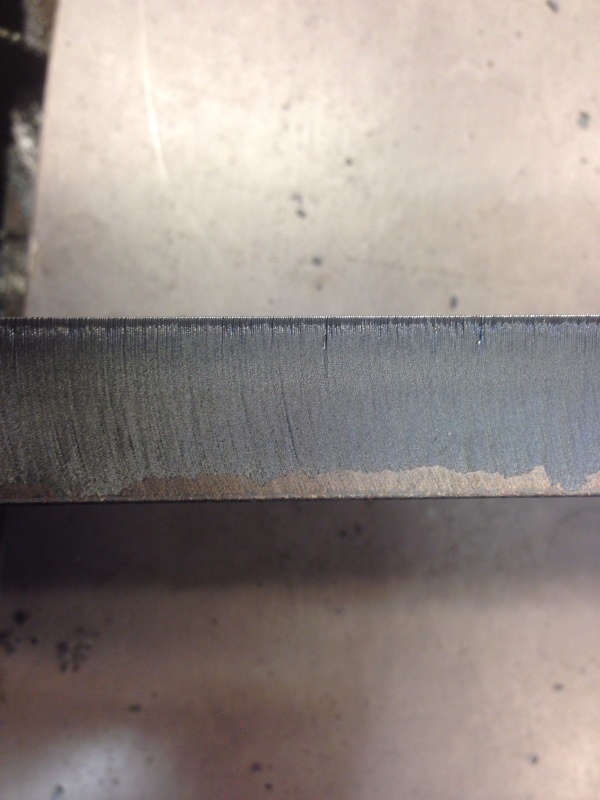
We are cutting 20mm mildsteel with some small holes size about 9mm and they are right size for about 3/4 deep then they get larger.
Cutting with 10Hz , Current control, speed 100mm/min gas 1bar focus +2,5 nozzle D24 1,5mm standoff 1.5mm
What should i do too improve the cut quality?
We are cutting 20mm mildsteel with some small holes size about 9mm and they are right size for about 3/4 deep then they get larger.
Cutting with 10Hz , Current control, speed 100mm/min gas 1bar focus +2,5 nozzle D24 1,5mm standoff 1.5mm
What should i do too improve the cut quality?