TugboatEng
Marine/Ocean
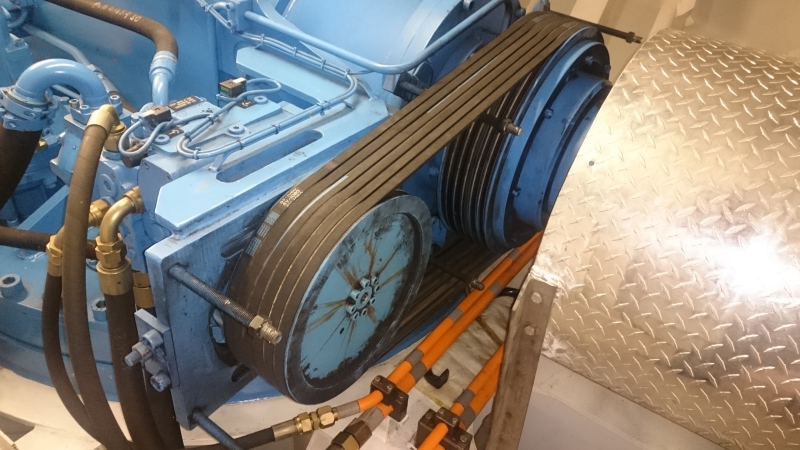
I am having repeat failures of a splined coupling. The system consists of belts and a pulley driving a splined input hydraulic pump through an adapter that is flanged on one end for the pulley and female splined on the opposite for the pump. The splines keep fretting away to nothing. The system came packed with a moly paste type lubricant that quickly gets hammered out of the connection. We switched to an EP grease which quickly gets centrifuged into base oil and thickener. We tried a gear coupling grease, Kop-Flex KSG, which was too thin and passed through the coupling too quickly. There are no seals. We have settled on Mobilgrease 28 which has enough viscosity to stay in the coupling and is stabil enough to make it to a reasonable lubrication interval. We are still getting some random failures here and there, though.
One thing I have noticed is that the female spline is not hardened. A center punch leaves an indentation similar to A36 steel. We are thinking about making our own adapters and matching the hardness of the pump shaft.
However, I have seen that it might be possible to use an anaerobic adhesive to make the coupling rigid and eliminate fretting corrosion. I am interested in pursuing this route and just wanted to see if there was any experience with it here.
One thing I have noticed is that the female spline is not hardened. A center punch leaves an indentation similar to A36 steel. We are thinking about making our own adapters and matching the hardness of the pump shaft.
However, I have seen that it might be possible to use an anaerobic adhesive to make the coupling rigid and eliminate fretting corrosion. I am interested in pursuing this route and just wanted to see if there was any experience with it here.