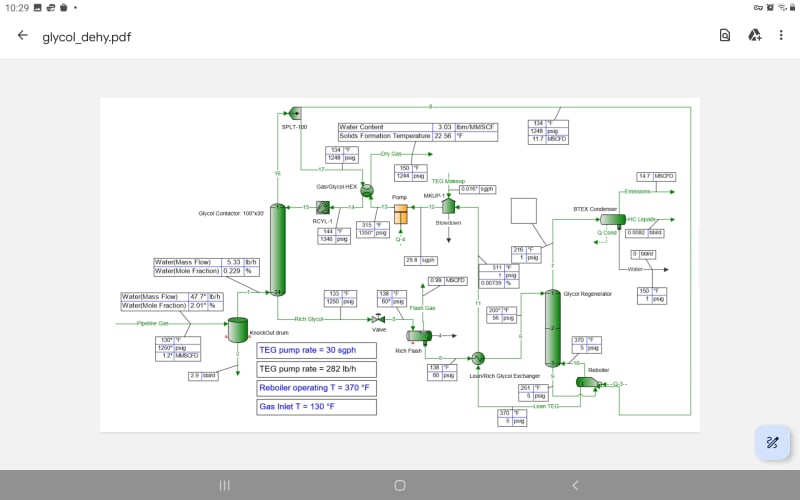
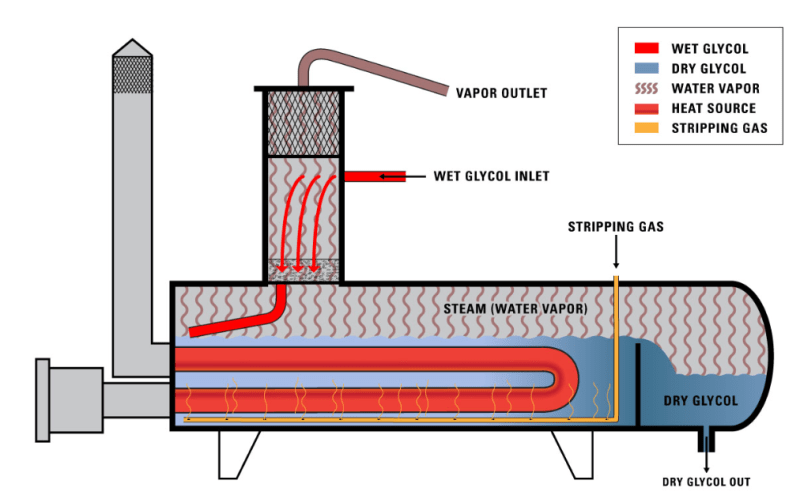
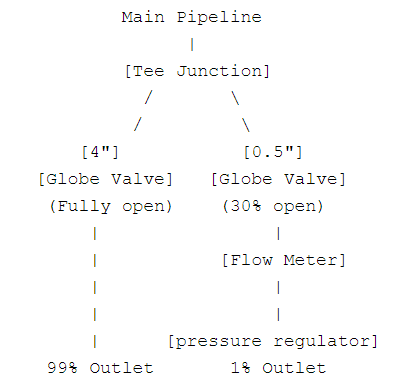
I'm trying to design a small (1.2 MMSCFD) glycol dehydration unit for an upstream facility. My client wants me to run the worst case scenario, which is 130F gas inlet with 2% water. I ran extensive simulations, and concluded that I must have a stripping gas going into the reboiler to achieve 7 lbm/MMSCF water pipeline limit. In the attached pdf file, dry gas (str 16) comes out of the glycol contactor tower and goes to the splitter (SPLT-100). The stripping gas (str 8) goes to the reboiler to enhance water separation from the glycol. I set up the splitter so that 1% of the gas goes to str 8, and the other 99% to str 17 (sales). Without this stripping gas entering the reboiler, my water content at the end is too high (more than 10 lbm/MMSCF). I did line sizing analysis: str 16 and 17 will be 4" (main gas line), and str 8 (stripping gas line to the reboiler) will be 0.5" or less.
The gas outlet of the contactor is 1250 psig, but the gas entering the reboiler should be ~30 psig, so there must be a pressure reducing valve.
Questions:
1) How can I control the split ratio using control valves? What valves should I use?
2) I'm sure there are multiple ways to do it, please provide details
3) Would simply putting a pressure reducing regulator and putting a small pipe ID on the stripping gas line reduce the flow going into the 0.5" line instead of the 4" line?
4) Any other suggestions & thoughts are appreciated. If you have an example P&ID for this kind of application, that would be great.
The gas outlet of the contactor is 1250 psig, but the gas entering the reboiler should be ~30 psig, so there must be a pressure reducing valve.
Questions:
1) How can I control the split ratio using control valves? What valves should I use?
2) I'm sure there are multiple ways to do it, please provide details
3) Would simply putting a pressure reducing regulator and putting a small pipe ID on the stripping gas line reduce the flow going into the 0.5" line instead of the 4" line?
4) Any other suggestions & thoughts are appreciated. If you have an example P&ID for this kind of application, that would be great.