Does anyone know of supporting documentation in: ASME Y14.5 or other professional training material for the orientation of this type tolerance zone other than "parallel to line element direction" in the view of the FCF as defined in ASME Y14.5 ?
Referencing a previous thread where the answer to a question was largely due to a claim that straightness control regarding a planar line element tolerance zone did not need to be oriented parallel to the line its FCF was pointing to.
Forum Thread 391408
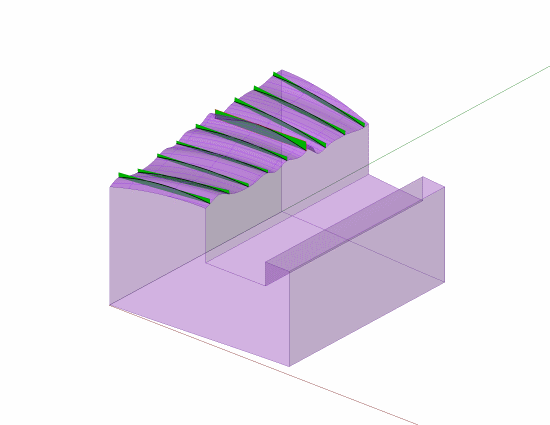
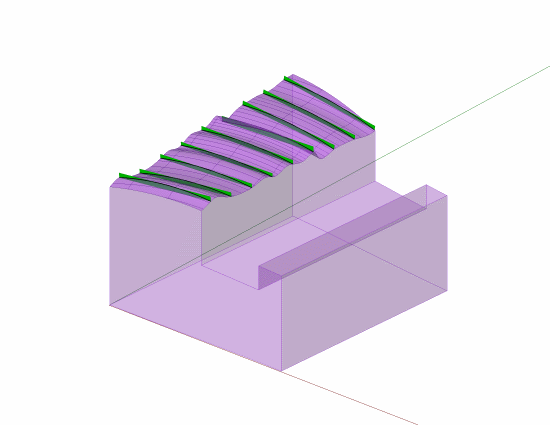
In worst case, the flatness is...
I do not find any supporting documentation for the claim of "non" parallel tolerance zone orientation in the ASME Y14.5 standard , other professional training course material, or searches on the subject matter.
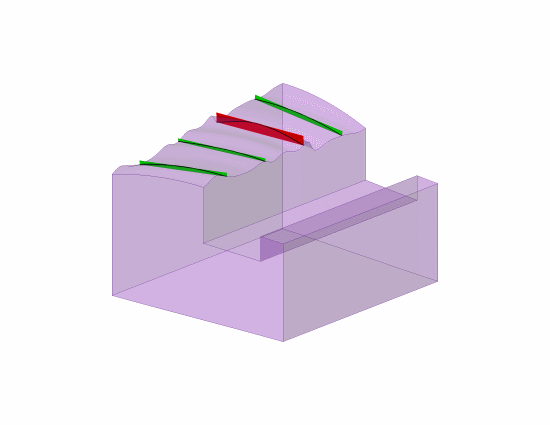
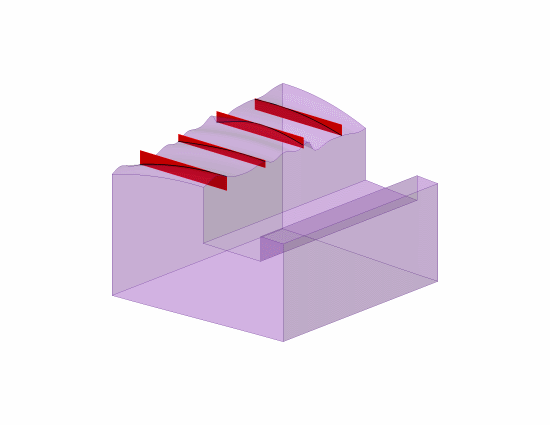
The ASME and other documentation does support that those tolerance zones do need to be oriented parallel to the considered line element "direction" relative to the view of the FCF.
REF: ASME
5.4.1.4 Straightness of Line Elements. Figure 5-6
illustrates the use of straightness tolerance on a flat surface.
Straightness may be applied to control line elements
in a single direction on a flat surface; it may also be applied
in two directions as shown. Where function requires
the line elements to be related to a datum feature(s), profile
of a line should be specified related to datums. See
Fig. 8-27.
") ).
).