sendithard
Industrial
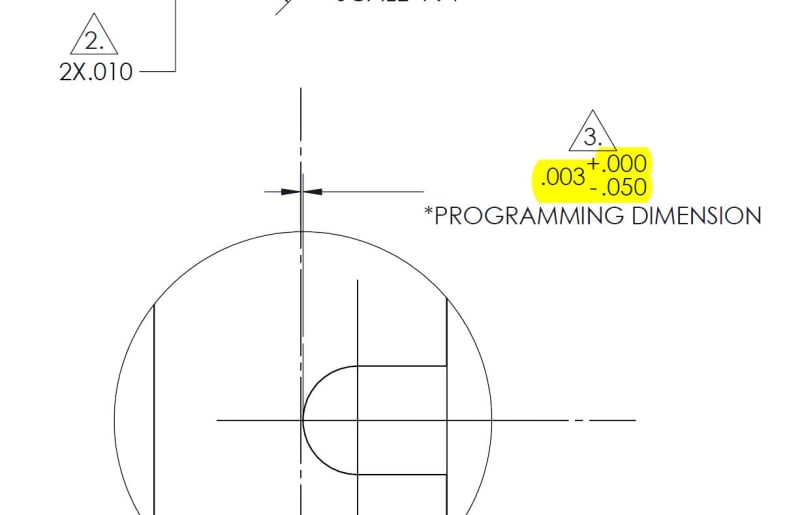
Is the yellow in the image saying the slot outer surface must be within .003 from the the part centerline, but is then also allowed to *extend past the centerline into the negative x direction by .047? Haven't seen this before.
Could this be simplified to a tolerance from the centerline somehow? I got confused on how construct this to be honest. If you went from the centerline can you say +.003 | -.047. Is this legal to assume right is positive, left is negative, I assume not so I got confused how to make this better.
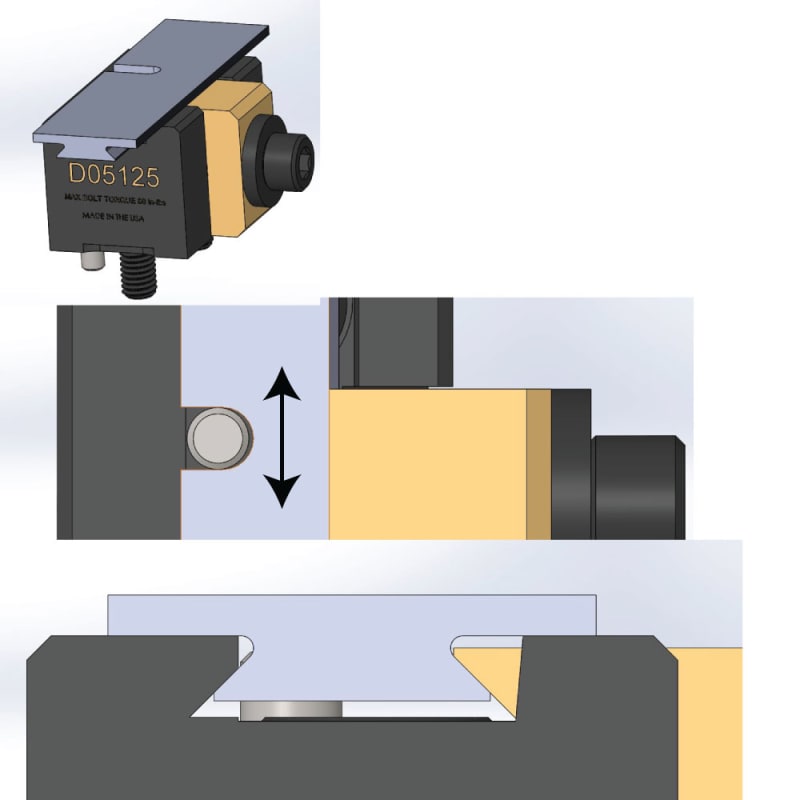
Appreciate your thoughts as always. The product and pdf is below:
Could this be simplified to a tolerance from the centerline somehow? I got confused on how construct this to be honest. If you went from the centerline can you say +.003 | -.047. Is this legal to assume right is positive, left is negative, I assume not so I got confused how to make this better.
Appreciate your thoughts as always. The product and pdf is below:
![[ponder]](/data/assets/smilies/ponder.gif "[ponder] [ponder]")