Brittany Farley
Automotive
- Mar 19, 2024
- 8
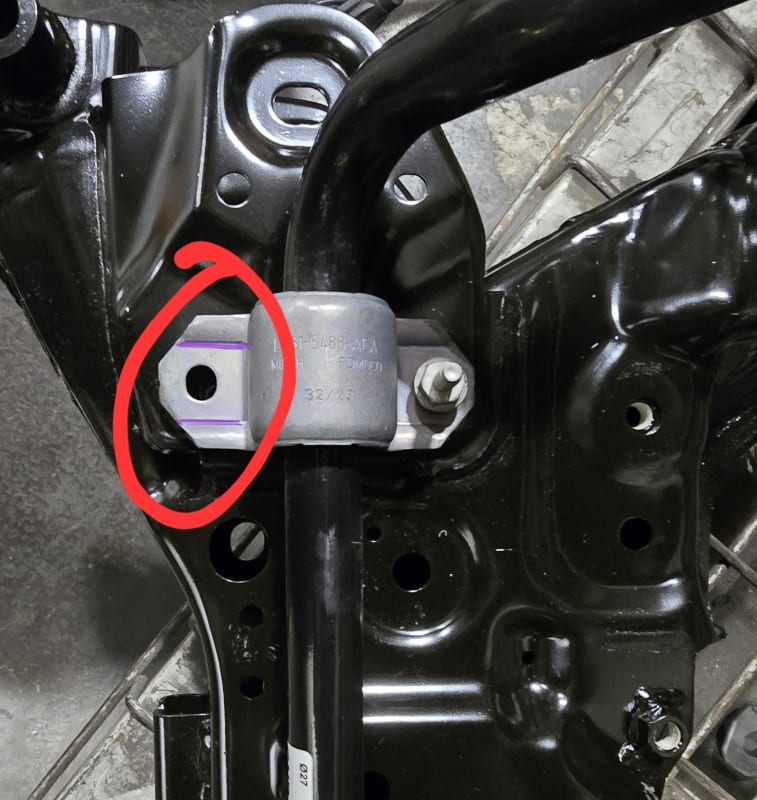
I am a supplier representative. I have front subframes that are having issues. We have nuts in the subframe with nycote. The bolt being installed is started by hand and they operator uses a tool to turn the bolt 3 times before sending it to the machine to finish bolting down. Sometimes it will fail and cause the operator to either reshoot it the bolt or to re tap the nut. The supplier insist they're thread checkers are checking the nuts and no issues on their end. The operator doesn't think it's a cross thread issue. Other theories are that the nycote is to thick in the nut. Do you all have any other suggestions?