BigBunny
Mechanical
- Jan 14, 2003
- 4
I have a question on how to properly call out a weld that our manufacturing team has been doing for decades. The symbol does not seem to be correct to me, so I am looking to update the drawings if it makes sense.
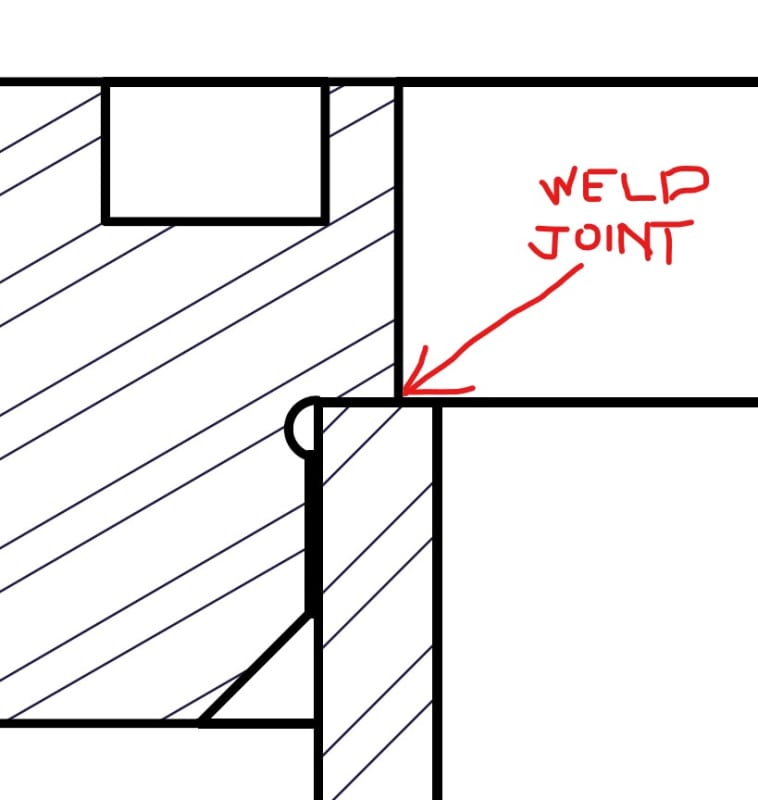
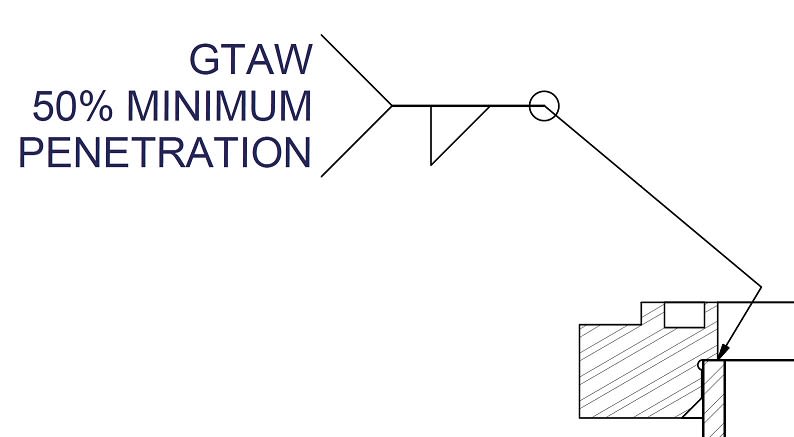
This is a flange welded to the end of a tube using TIG with no filler - a fusion weld. There is a small step between the ID of the tube, and the ID of the flange bore. It is currently called out as a fillet weld with 50% penetration, as they have trouble controlling distortion if they penetrate all the way through the tube wall.
A fillet weld does not seem correct since there is no filler to add material and actually form a fillet, but I am having trouble finding guidance on this one. Is this a variation on a tee weld or another type?
Pictures attached.
Thanks in advance for any help!
E
This is a flange welded to the end of a tube using TIG with no filler - a fusion weld. There is a small step between the ID of the tube, and the ID of the flange bore. It is currently called out as a fillet weld with 50% penetration, as they have trouble controlling distortion if they penetrate all the way through the tube wall.
A fillet weld does not seem correct since there is no filler to add material and actually form a fillet, but I am having trouble finding guidance on this one. Is this a variation on a tee weld or another type?
Pictures attached.
Thanks in advance for any help!
E