FREDERICK E MAUPERTUIS
New member
- Sep 27, 2024
- 11
Regarding taper lok / taper pin type fasteners in aerospace applications;
Can anyone confirm it would not be prudent to use such fasteners thru investment castings made of aluminum and or cast iron materials loaded predominantly in shear.
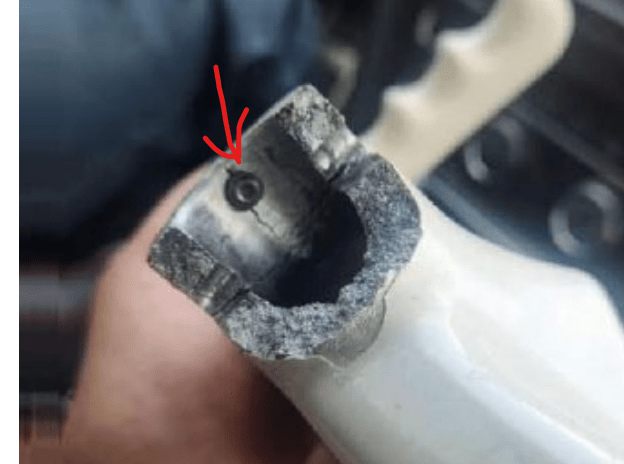
In particular, tubular shapes of relatively thin wall thicknesses. Effecting a single precision tapered / reamed hole in such material and specific configuration, could not / would not maintain the controlled interference fit expected / required over time. In this case, stress corrosion fatigue and eventual fracture of an investment cast aluminum flight yoke integral stub boss secured to a cres steel tube via a single taper pin and nut. Cres tube slip fits inside the flight control yoke stub boss. The fractured off stub exhibits an axial stress corrosion crack (grain dark gray to black in color) emanating from the I.D. of the boss
on one side of the radial fracture terminated by overload brittle fracture ( grain light gray color) on the other side.
Dissimilar metal corrosion
is also suspected as the taper pin and it's nut remained attached to the cres tube and exhibited loss of cad plating thru out most of its mating surfaces. Additionally, it seems re-torquing the taper pin nut over many years so as to maintain interference fit and thereby eliminate cumulative "play" would tend to expand the stub end cast metal beyond its Fcy property. I could not find any guidance / standards in any publications so far, including Boeing's taper shank fasteners in aluminum structures, documemt# 6m54-153, McDonnell Douglas process standards (DPS), Michael Niu's publications, NASA. Thank you.
Can anyone confirm it would not be prudent to use such fasteners thru investment castings made of aluminum and or cast iron materials loaded predominantly in shear.
In particular, tubular shapes of relatively thin wall thicknesses. Effecting a single precision tapered / reamed hole in such material and specific configuration, could not / would not maintain the controlled interference fit expected / required over time. In this case, stress corrosion fatigue and eventual fracture of an investment cast aluminum flight yoke integral stub boss secured to a cres steel tube via a single taper pin and nut. Cres tube slip fits inside the flight control yoke stub boss. The fractured off stub exhibits an axial stress corrosion crack (grain dark gray to black in color) emanating from the I.D. of the boss
on one side of the radial fracture terminated by overload brittle fracture ( grain light gray color) on the other side.
Dissimilar metal corrosion
is also suspected as the taper pin and it's nut remained attached to the cres tube and exhibited loss of cad plating thru out most of its mating surfaces. Additionally, it seems re-torquing the taper pin nut over many years so as to maintain interference fit and thereby eliminate cumulative "play" would tend to expand the stub end cast metal beyond its Fcy property. I could not find any guidance / standards in any publications so far, including Boeing's taper shank fasteners in aluminum structures, documemt# 6m54-153, McDonnell Douglas process standards (DPS), Michael Niu's publications, NASA. Thank you.