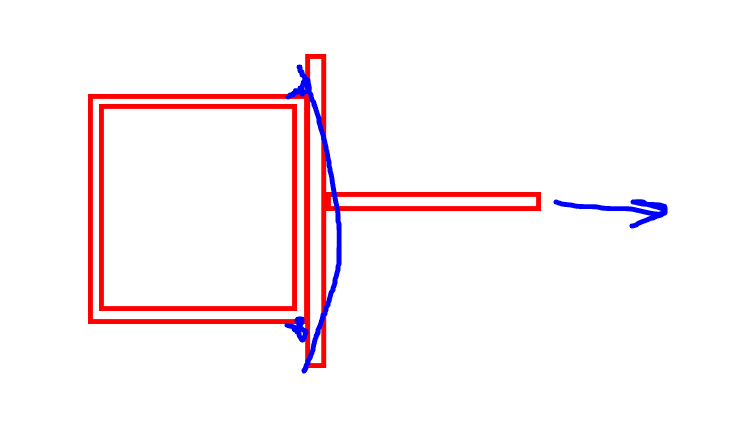
I've got a case where we have a beam that has an end reaction of vertical shear and an axial load. The steel fabricator would like to use a WT connection that is welded to the supporting column web and bolted to the supported steel beam. I've run through the simple shear connection requirements in the aisc and am working on the axial and the combined loading cases and my question is: Are there any additional requirements for the weld from the WT flanges to the column web when the axial load is acting away from the connection - similar to a prying action check for a bolted hanger tee connection? Or is the WT flange acting as a plate bending about two-pinned ends and all I need to check is the plate bending?
Tek-Tips is the largest IT community on the Internet today!
Members share and learn making Tek-Tips Forums the best source of peer-reviewed technical information on the Internet!
-
Congratulations MintJulep on being selected by the Eng-Tips community for having the most helpful posts in the forums last week. Way to Go!
Tee Connection Axial + Shear 1
- Thread starter amengr
- Start date
Similar threads
- Question
- Locked
- Question
- Question