CNC PRGRMR 1990
Aerospace
Good Afternoon
I have a question regarding hole callouts
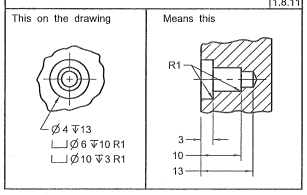
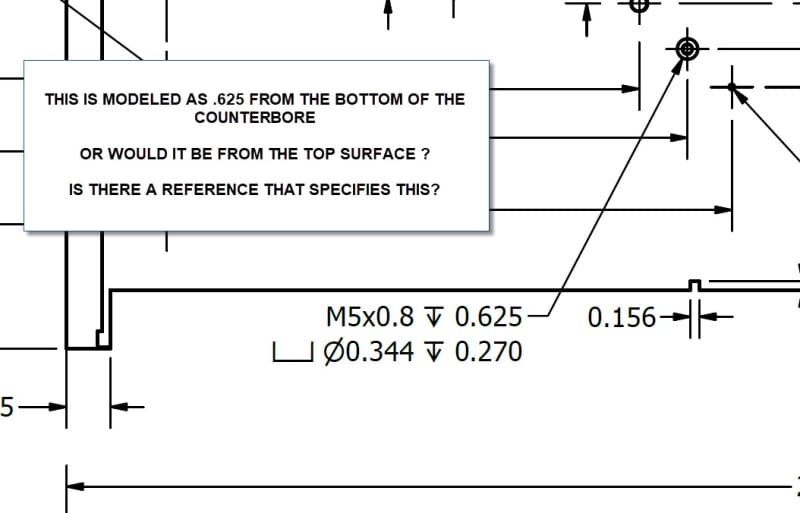
for a threaded hole with a counterbore where does the depth of the thread start
Is it from the top surface or from the bottom surface of the counterbore
Thanks in advance
I have a question regarding hole callouts
for a threaded hole with a counterbore where does the depth of the thread start
Is it from the top surface or from the bottom surface of the counterbore
Thanks in advance