Kristina Sornikova
Aerospace
Dear experts,
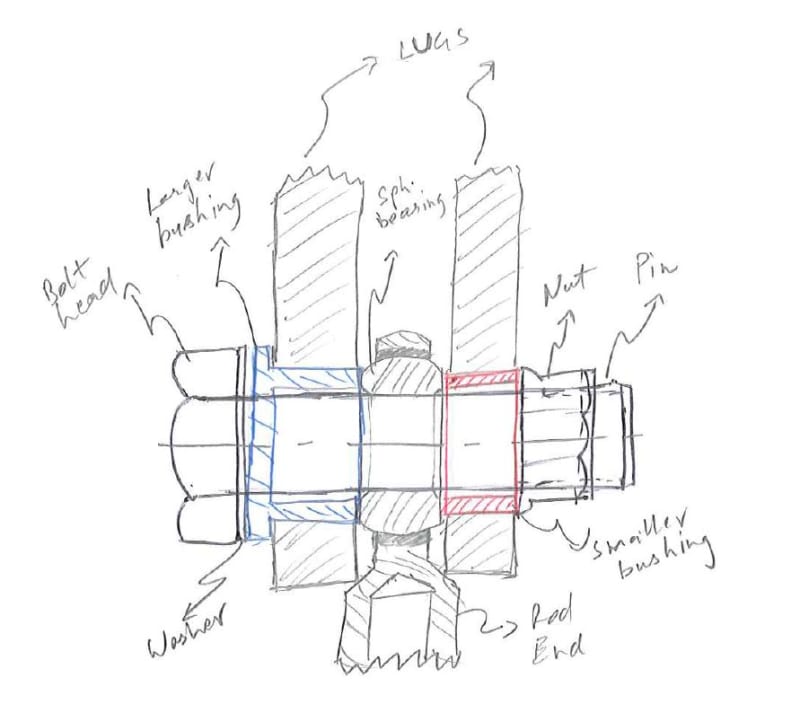
I notice tie rod end double lug fitting has two lugs, one lug has a smaller hole and other a biggger hole for two size bushings, then pin go through center or all bushing, and nut on other side to clamp tie rod end in middle. But why two different sized holes for two different size bushings?
I notice tie rod end double lug fitting has two lugs, one lug has a smaller hole and other a biggger hole for two size bushings, then pin go through center or all bushing, and nut on other side to clamp tie rod end in middle. But why two different sized holes for two different size bushings?
![[smile]](/data/assets/smilies/smile.gif "[smile] [smile]")