Mech5656
Mechanical
- Aug 2, 2014
- 127
Hello Engineers,
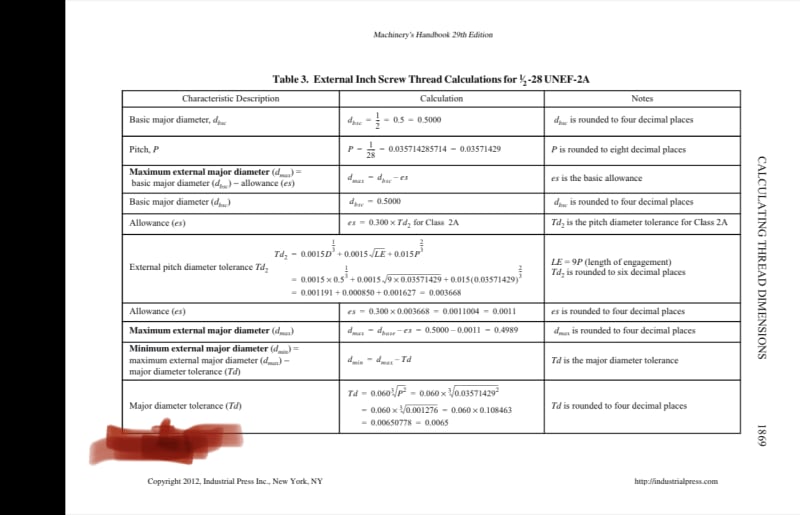
Can you help me find min and max tolerance for major diameter of 2 11/16 -12 threads? It’s not a standard thread size. I couldn’t find it online.
Can you help me find min and max tolerance for major diameter of 2 11/16 -12 threads? It’s not a standard thread size. I couldn’t find it online.