Hi all,
First posting here. I've been asked to review tolerancing of a part. It uses concentricity and we have some issues. We are looking at changing this (and also adopt ASME Y14.5-2018). We are not using a lot of GD&T in our parts (that's another story), so we do not have lot of experience with it (I do have some from my previous job, but nothing expert or even advanced level, maybe beginner/intermediate).
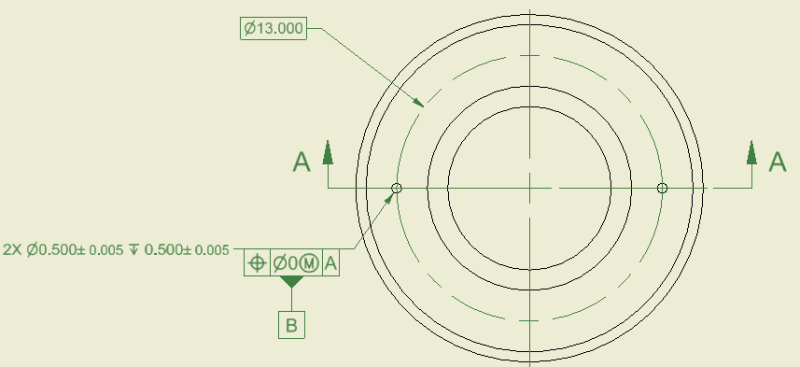
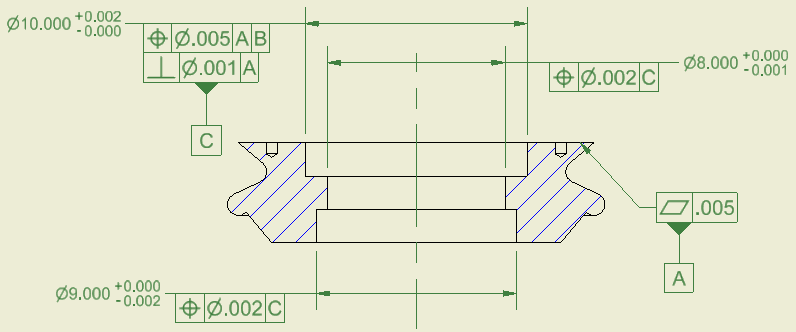
I can't really show the drawing or disclose the part design (you know the drill I'm sure!![[wink]](/data/assets/smilies/wink.gif "[wink] [wink]") ), I'll try my best with vaguely describing words. So, the part is basically a tube with multiples inner diameters, but has no outside diameter that is safe enough to be used as a datum (being a casting left as-is in the final part). As such, my A and B datum are the end face and with some holes (fully constraint the 6 DOF). From there I have a requirements of some of the inner diameters to be coaxial together. I was thinking of using one of them with a mix of position, perpendicularity and cylindricity with my datum A and B, calling my C datum and then from there having my other coaxial features using runout about that datum C.
), I'll try my best with vaguely describing words. So, the part is basically a tube with multiples inner diameters, but has no outside diameter that is safe enough to be used as a datum (being a casting left as-is in the final part). As such, my A and B datum are the end face and with some holes (fully constraint the 6 DOF). From there I have a requirements of some of the inner diameters to be coaxial together. I was thinking of using one of them with a mix of position, perpendicularity and cylindricity with my datum A and B, calling my C datum and then from there having my other coaxial features using runout about that datum C.
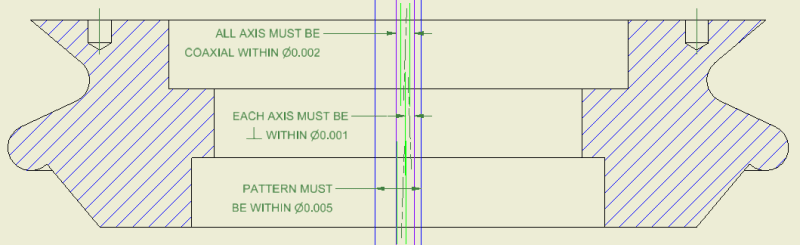
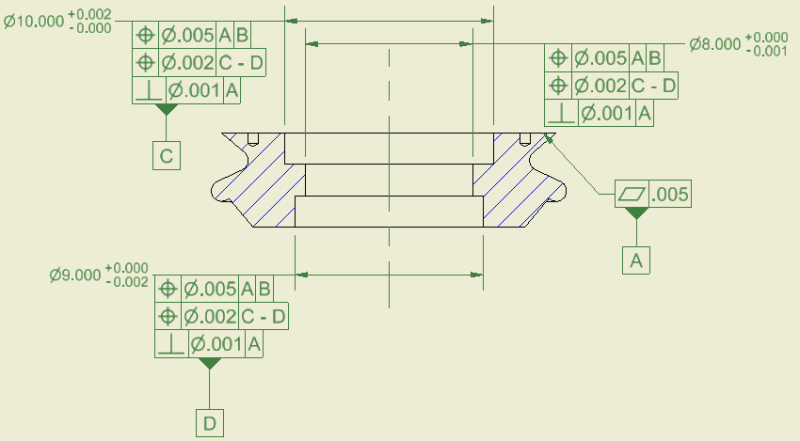
Where I am unsure if that although a total runout will control position, perpendicularity and cylindricity, it seems to me that it constraint it very strictly (a cylindrical enveloppe around the theorial perfect shape as I understand it?). That mean I'll have to go with my thighter requirements (let's say 0.001"). However, in my design requirements, the coaxiallity is more focussed on the axis than the cylinder faces. As such I might want to have tighter tolerances on the position and perpendicularity of the axis (something like position DIA 0.002" with perpendicularity DIA 0.001"), while the cylindricity is less of an issue, as the mating part is less critical on it's mating diameter (the cylindrical enveloppe could be something like 0.005" around the perfect theorical DIA).
In that kind of situation, is the combo (position + perpendicularity + cylindricity) could be a solution or you would still be using the total runout?
As a side note, I was also looking at using profile of surface instead of previously describe solution, would that be a good idea (it seems to be that it mean the same thing as the total runout...)? It seems that there is many way to obtain (somewhat) the same intended result, but not having expert-level knowledge, I fear that I might be overlooking the implication in manufacturing and quality control of each methods.
Regards
First posting here. I've been asked to review tolerancing of a part. It uses concentricity and we have some issues. We are looking at changing this (and also adopt ASME Y14.5-2018). We are not using a lot of GD&T in our parts (that's another story), so we do not have lot of experience with it (I do have some from my previous job, but nothing expert or even advanced level, maybe beginner/intermediate).
I can't really show the drawing or disclose the part design (you know the drill I'm sure!
), I'll try my best with vaguely describing words. So, the part is basically a tube with multiples inner diameters, but has no outside diameter that is safe enough to be used as a datum (being a casting left as-is in the final part). As such, my A and B datum are the end face and with some holes (fully constraint the 6 DOF). From there I have a requirements of some of the inner diameters to be coaxial together. I was thinking of using one of them with a mix of position, perpendicularity and cylindricity with my datum A and B, calling my C datum and then from there having my other coaxial features using runout about that datum C.Where I am unsure if that although a total runout will control position, perpendicularity and cylindricity, it seems to me that it constraint it very strictly (a cylindrical enveloppe around the theorial perfect shape as I understand it?). That mean I'll have to go with my thighter requirements (let's say 0.001"). However, in my design requirements, the coaxiallity is more focussed on the axis than the cylinder faces. As such I might want to have tighter tolerances on the position and perpendicularity of the axis (something like position DIA 0.002" with perpendicularity DIA 0.001"), while the cylindricity is less of an issue, as the mating part is less critical on it's mating diameter (the cylindrical enveloppe could be something like 0.005" around the perfect theorical DIA).
In that kind of situation, is the combo (position + perpendicularity + cylindricity) could be a solution or you would still be using the total runout?
As a side note, I was also looking at using profile of surface instead of previously describe solution, would that be a good idea (it seems to be that it mean the same thing as the total runout...)? It seems that there is many way to obtain (somewhat) the same intended result, but not having expert-level knowledge, I fear that I might be overlooking the implication in manufacturing and quality control of each methods.
Regards