Lucca
Structural
- Jul 1, 2016
- 3
Hi all,
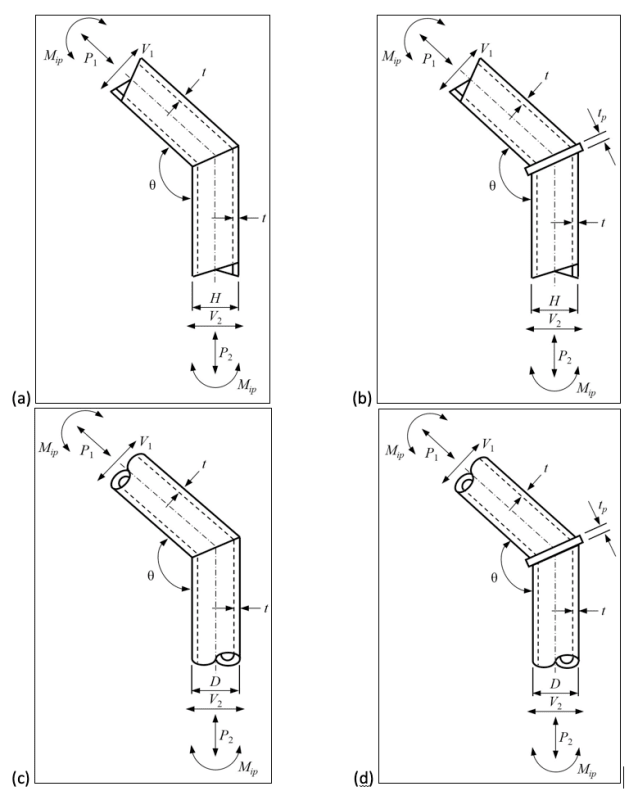
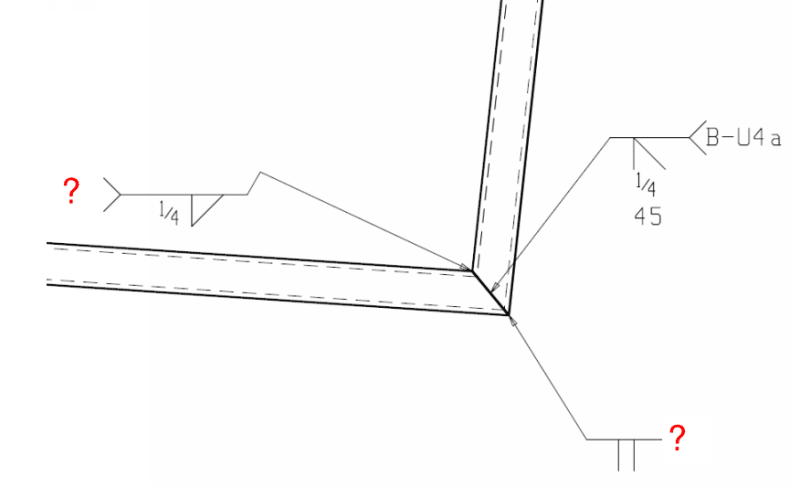
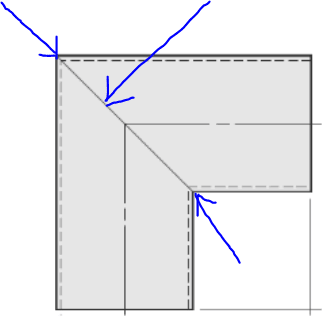
From your experience, which weld symbol applies better to a miter steel connection of rectangular tubes?
HSS8x2x1/4 frame, AWS D1.1 prequalified welds CJP.
From your experience, which weld symbol applies better to a miter steel connection of rectangular tubes?
HSS8x2x1/4 frame, AWS D1.1 prequalified welds CJP.