Haz88
Mechanical
- Sep 6, 2016
- 12
Hi All,
This is a pretty back to basics question for you but I've been delving into the world of Nitrex/Nitreg ONC Black / Tufftride QPQ.
I have had some components (1045 steel) Tufftride & QPQ treated (in thailand). I'm a little worried my supplier has just black oxide applied to them though,
Unfortunately my only source of information is the brochures in the websites of the people claiming their process is superior and of course, yourselves.
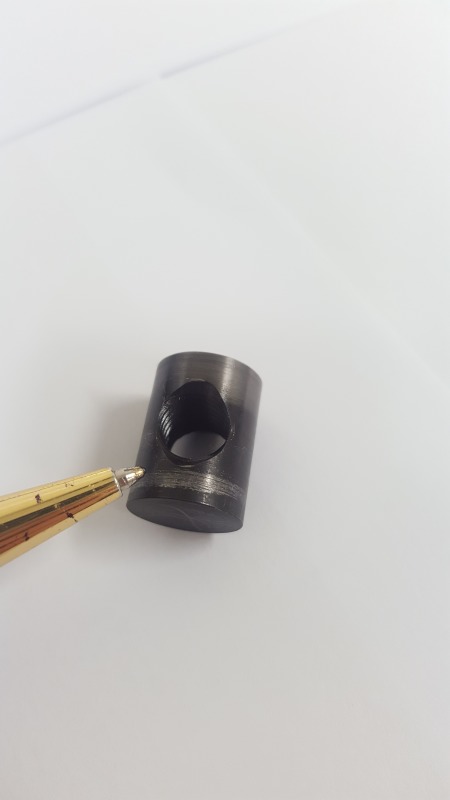
Basically a cylindrical part i had "Tufftride & QPQ" applied to which rotates inside an aluminium ring has had either the aluminium transfer to the part or the black removed.
as I'm aware Nitrex/Nitreg ONC Black / Tufftride QPQ should have a HV of 600, much harder than 6061 - T6 AL. I lightly rubbed scotch brite on the surface and removed more black.
the Question
1) Can the black of a Nitrex/Nitreg ONC Black / Tufftride QPQ component have the black surface removed so easily,
2) if the black is to wear off does that imply the wear resistance and corrosion resistance involved with Nitrex/Nitreg ONC Black / Tufftride QPQ also gone?
thanks
This is a pretty back to basics question for you but I've been delving into the world of Nitrex/Nitreg ONC Black / Tufftride QPQ.
I have had some components (1045 steel) Tufftride & QPQ treated (in thailand). I'm a little worried my supplier has just black oxide applied to them though,
Unfortunately my only source of information is the brochures in the websites of the people claiming their process is superior and of course, yourselves.
Basically a cylindrical part i had "Tufftride & QPQ" applied to which rotates inside an aluminium ring has had either the aluminium transfer to the part or the black removed.
as I'm aware Nitrex/Nitreg ONC Black / Tufftride QPQ should have a HV of 600, much harder than 6061 - T6 AL. I lightly rubbed scotch brite on the surface and removed more black.
the Question
1) Can the black of a Nitrex/Nitreg ONC Black / Tufftride QPQ component have the black surface removed so easily,
2) if the black is to wear off does that imply the wear resistance and corrosion resistance involved with Nitrex/Nitreg ONC Black / Tufftride QPQ also gone?
thanks
") thanks
thanks