Hello all,
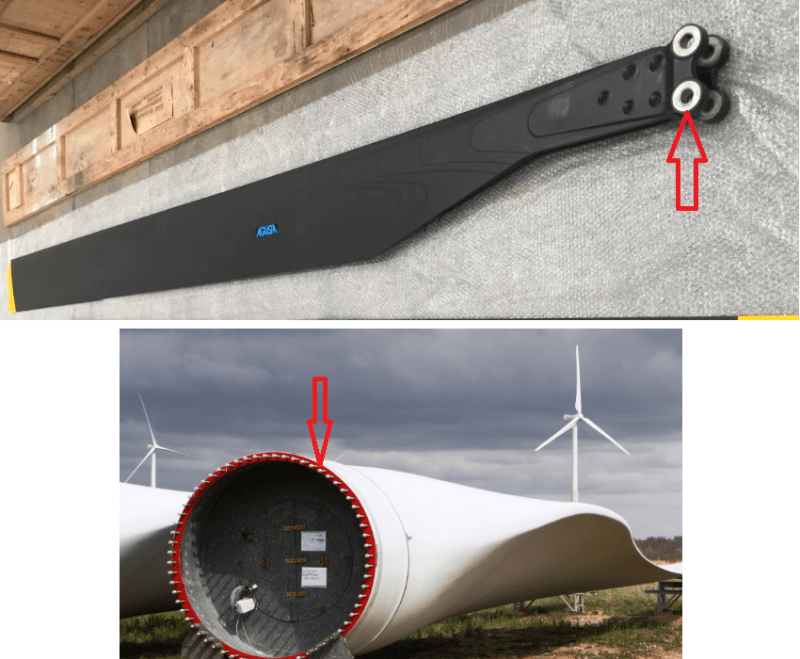
Imagine a carbon-fiber rotor blade that is manufactured by laminating the layers on an inner mold, and cured inside an outer mold that will determine the outer, complex aerodynamic surface. The blade is then trimmed at the root and at the tip, forming two planes that, theoretically, are perpendicular to the span direction. Then a pattern of holes is drilled; each hole's axis is normal to the outer aerodynamic surface, so each one has a different direction.
What would be a correct way acc. to ASME Y.14-5 (2009 or 2018) to determine the position and the form of the trimming planes and the hole pattern? In principle, the 3D CAD model is leading, but my company still wants tolerancing on 2D drawings.
I thought of defining the whole outer surface (excluding the root and tip planes) as a datum feature A. According to Fig. 4-3g (2009), that should restrain the 6 DOF; am I correct?
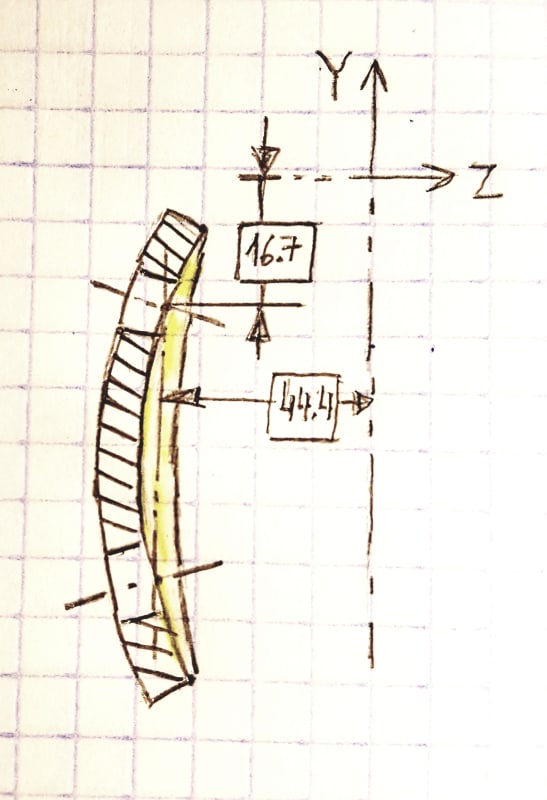
Then the root planes could be defined with a profile tolerance without any reference, their theoretically exact positions given by the 3D CAD model.
But the pattern of holes is more problematic. Their axes are not parallel to the root/tip planes. The only way to unequivocally define their position is in the 3D CAD model. Can I just give their positional tolerance referenced to datum A (meaning that the holes are normal to the surface), without any TED? Would I need to define a coordinate system and use it to position the holes with TEDs, as in Fig. 4-28 (2009)?
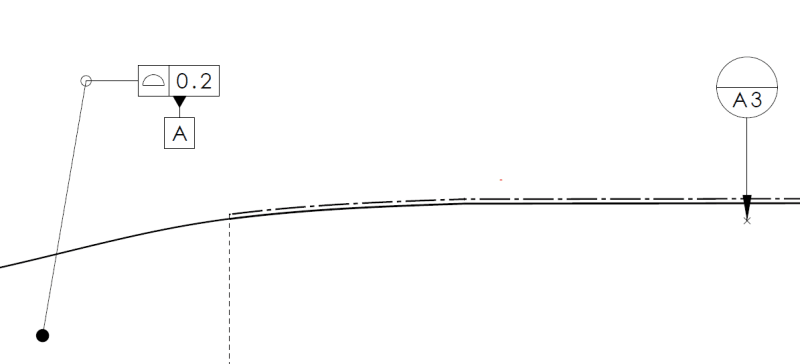
By the way, in Fig. 4-28, what does the lower profile tolerance in detail A point to? It looks like a very thin edge, but I have no idea what it is exactly.
Imagine a carbon-fiber rotor blade that is manufactured by laminating the layers on an inner mold, and cured inside an outer mold that will determine the outer, complex aerodynamic surface. The blade is then trimmed at the root and at the tip, forming two planes that, theoretically, are perpendicular to the span direction. Then a pattern of holes is drilled; each hole's axis is normal to the outer aerodynamic surface, so each one has a different direction.
What would be a correct way acc. to ASME Y.14-5 (2009 or 2018) to determine the position and the form of the trimming planes and the hole pattern? In principle, the 3D CAD model is leading, but my company still wants tolerancing on 2D drawings.
I thought of defining the whole outer surface (excluding the root and tip planes) as a datum feature A. According to Fig. 4-3g (2009), that should restrain the 6 DOF; am I correct?
Then the root planes could be defined with a profile tolerance without any reference, their theoretically exact positions given by the 3D CAD model.
But the pattern of holes is more problematic. Their axes are not parallel to the root/tip planes. The only way to unequivocally define their position is in the 3D CAD model. Can I just give their positional tolerance referenced to datum A (meaning that the holes are normal to the surface), without any TED? Would I need to define a coordinate system and use it to position the holes with TEDs, as in Fig. 4-28 (2009)?
By the way, in Fig. 4-28, what does the lower profile tolerance in detail A point to? It looks like a very thin edge, but I have no idea what it is exactly.