Hi, its my first post. I'm a technician working on a gas platform somewhere in SE Asia
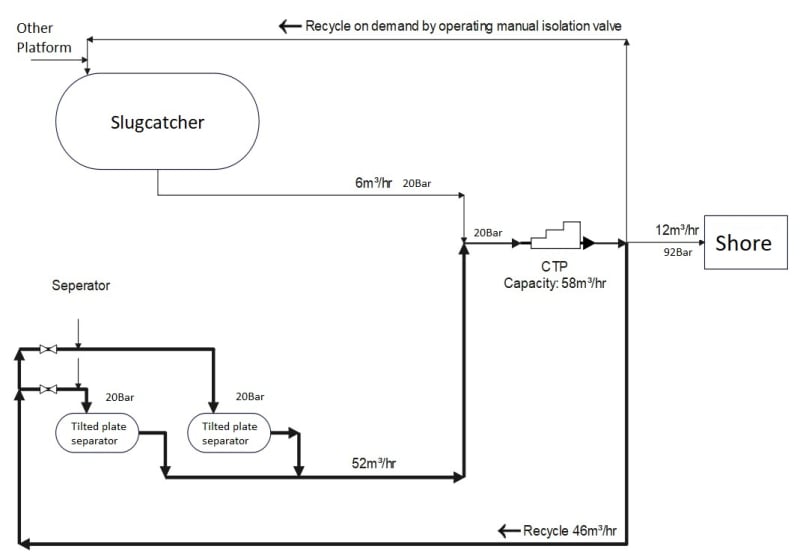
We have a condensate system that pumps condensate from separator into the main gas line, mixed with the gas and sent to shore via pipeline
The pump itself a 3 piston reciprocating pump with capacity of 58m³/h and operates at discharge of 95-100 bar (main gas line is 90bar)
Most of the condensate is recycled (approx 23m³/h/train) to a vertical separator which operates at 20bar
The main issue is the return line LCV we have suffers passing issue very frequently, we did replaced it last year and it lasted whole 3 weeks before passing signs was reported again
LCV is a 3" Mokveld Axial control valve and the pipe is 4" DSS, Sour
We also have some H2s and mercury in our system which may also contribute to the passing rate
So I was wondering if the large pressure drop ▲70+bar contributed to the issue, and if the mass flow of 23m³/hr also hurts the valve in a way?
Would an orifice plate were added upstream of LCV, would that help drop the pressure by one stage, thus lowering ▲P at the LCV and lessen rate of wear on the valve?
Would lowering return mass flow from 23m³/hr to 5m³/hr also helps?
I have a few ideas but had no one to validate. I'd be happy to provide more information to my best ability if needed
Thank you for reading, bless you for helping
We have a condensate system that pumps condensate from separator into the main gas line, mixed with the gas and sent to shore via pipeline
The pump itself a 3 piston reciprocating pump with capacity of 58m³/h and operates at discharge of 95-100 bar (main gas line is 90bar)
Most of the condensate is recycled (approx 23m³/h/train) to a vertical separator which operates at 20bar
The main issue is the return line LCV we have suffers passing issue very frequently, we did replaced it last year and it lasted whole 3 weeks before passing signs was reported again
LCV is a 3" Mokveld Axial control valve and the pipe is 4" DSS, Sour
We also have some H2s and mercury in our system which may also contribute to the passing rate
So I was wondering if the large pressure drop ▲70+bar contributed to the issue, and if the mass flow of 23m³/hr also hurts the valve in a way?
Would an orifice plate were added upstream of LCV, would that help drop the pressure by one stage, thus lowering ▲P at the LCV and lessen rate of wear on the valve?
Would lowering return mass flow from 23m³/hr to 5m³/hr also helps?
I have a few ideas but had no one to validate. I'd be happy to provide more information to my best ability if needed
Thank you for reading, bless you for helping