itsmoked
Electrical
- Feb 18, 2005
- 19,114
Hi, does anyone have the rundown on using a VFD'd motor in a lathe?
We've put a 5hp VFD specific motor into a Monach lathe. The original motor was a DC motor run by tubes! This was later swapped out for SCRs in a DC controller in the 80's. That's crapped-out just like the company that made it and as a last resort we put in this VFD induction motor that even came with an encoder.
I'm running it in sensorless Vector mode since we're not trying to do positioning or holding.
Tuned it successfully with nothing attached to it. Hooked it up to a gear box whose output belt drives the spindle.
The lather came with 1hp, 3hp, and 5hp options.
Everything operates fine except at lower speeds you can grab the spindle and stop it with your hand. While I don't expect massive low end torque that's seeming... under-the-bottom.
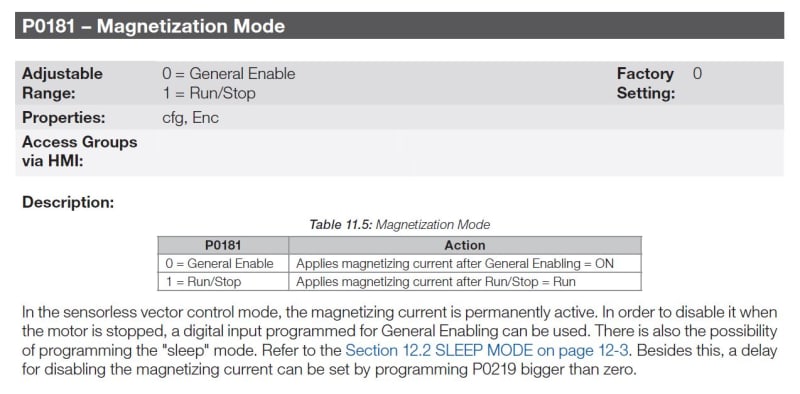
On a second note I see large currents being sent into the motor even if it's stopped. !4A FLA and I'll see maybe 10A, .8A, 4A on the phases when the motor is stopped. Is that the drive trying to keep the rotor somewhere known? Can that be avoided?
Keith Cress
kcress -
We've put a 5hp VFD specific motor into a Monach lathe. The original motor was a DC motor run by tubes! This was later swapped out for SCRs in a DC controller in the 80's. That's crapped-out just like the company that made it and as a last resort we put in this VFD induction motor that even came with an encoder.
I'm running it in sensorless Vector mode since we're not trying to do positioning or holding.
Tuned it successfully with nothing attached to it. Hooked it up to a gear box whose output belt drives the spindle.
The lather came with 1hp, 3hp, and 5hp options.
Everything operates fine except at lower speeds you can grab the spindle and stop it with your hand. While I don't expect massive low end torque that's seeming... under-the-bottom.
On a second note I see large currents being sent into the motor even if it's stopped. !4A FLA and I'll see maybe 10A, .8A, 4A on the phases when the motor is stopped. Is that the drive trying to keep the rotor somewhere known? Can that be avoided?
Keith Cress
kcress -
")
![[ponder]](/data/assets/smilies/ponder.gif "[ponder] [ponder]")
![[wink]](/data/assets/smilies/wink.gif "[wink] [wink]")